ここで 機械製図 における注記の一つ 「Giải thích chung về việc cắt góc và kích thước tiêu chuẩn」についてメモしておきます。 機械設計初心者の方でも解りやすいように、少し丁寧に説明しています。
糸面取り
図面の指示でよく見る「指示なき角部は糸面取りのこと」。
この糸面取り(いとめんとり)は、C面取り・R面取りに並び部品の角部の形状を指示するもので、C面取り・R面取りよりも小さな面取りを意味し、主にバリの除去(怪我の防止)を目的として糸面取りの指示を使う事が多いと思います。
糸面取りの指示を使うメリットとしては、面取り量を指定しない代わりに工数削減などのメリットCó.
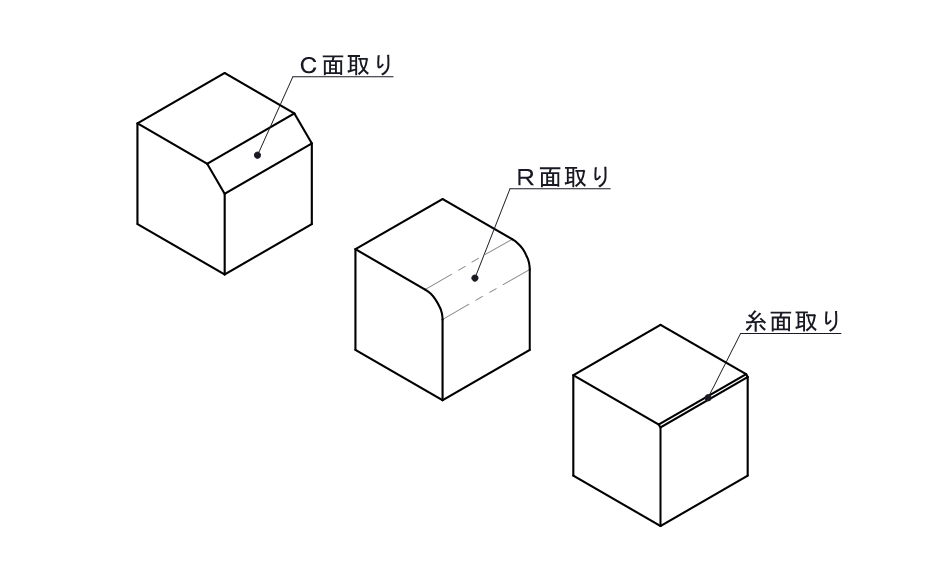
- C面取り:構造的に必要な面取り、保護面取り
- R面取り:構造的に必要な面取り、保護面取り
- 糸面取り:保護面取り(ヤスリがけ)
しかし、この糸面取りは扱う部品の大きさやカテゴリ・製造者によってC0.1~0.5mmといった形でバラバラ입니다.中でも、より一般的な解釈はC0.2~0.3程度と回答する人も多いことでしょう。
C0.2~0.3の時の除去したバリが糸状になることから糸面取りとなっていたようですが、実際C0.2~0.3であれば指を切ったりする可能性はほぼ無くなります。ただ、糸面取り寸法の認識ズレが何故起きているかと言うと「糸面取り」に対して数値的な範囲がJISで決まっているわけではないからです。
JIS規格の
- JISB0051製図-部品のエッジ-用語及び指示方法
- JISB0721機械加工部品のエッジ品質及びその等級
では、糸面取りという言葉は存在せず、
- JISB0090-1 に「糸面取りは保護面取り」
- JISC7709-0 に「糸面取りは微細な面取りのこと」
との記載があるのみ。
びっくりですよね。この糸面取りというのは曖昧さ故に、設計・製造間の取り決めによって寸法の範囲を決めている所もありますが、そうでない場合は糸面取りを指示すると一般的に糸面取りは、保護面取り・微細な面取りでC0.2~0.3程度として伝わります。
取り決めの無い取引の中では「糸面取りの寸法はどの程度にするか」などの問い合わせを受けることもありますし、トラブルの原因となる可能性も高い部分だということも理解しておくと良いかもしれませんね。
結論
このように、糸面取りというのはあいまいな表現であるため、糸面取りを指示した場合は物によりC0.1~0.5程度で物が上がってくるので、設計者は自分が思ってたのと違う場合でも、加工した人を責めることは出来ません。それが嫌な場合は角部の面取り量を指定する方がよいと思います。
特に量産のように形状の安定を図るなら面取り量を数値指定にするべきでしょうし、単発の部品に関しては「指示なき角部は糸面取り(C0.1~C0.3)のこと」などのある程度一般的な面取り量になるように注記を記載する方法です。
Đó là tất cả.
-

-
Giới thiệu bản vẽ kỹ thuật cơ khí|Giải thích chi tiết từ quy tắc cơ bản đến cách vẽ
Ở đây, tôi muốn ghi lại một số ghi chú về "Giải thích chi tiết từ các quy tắc cơ bản đến cách vẽ bản vẽ" như một giới thiệu về bản vẽ kỹ thuật cơ khí. Khi tạo bản vẽ kỹ thuật cơ khí, bạn có thể tự hỏi "Liệu điều này có thực sự truyền đạt được ý tưởng không?" ...
Tiếp tục xem