Ở đây"Các phương pháp định vị theo độ chính xác dựa trên nguyên lý định vị trong thiết kế máy móc" Ghi chú lại.
Trong thiết kế máy móc, việc xác định vị trí của các bộ phận, tức là "đặt ở đâu và như thế nào", là một công đoạn cực kỳ quan trọng ảnh hưởng đến hiệu suất, chất lượng và chi phí của sản phẩm. Tuy nhiên,Phương pháp và nguyên lý của nó rất đa dạng, vì vậy để lựa chọn phương pháp tối ưu, cần phải có kiến thức rộng rãi. Trong lĩnh vực thiết kế, có lẽ không ít người đã từng đối mặt với những vấn đề như "Có phương pháp nào tốt hơn không?" hay "Tại sao không đạt được độ chính xác?"
Trong bài viết này, về chủ đề định vị, từ nguyên lý cơ bản đến phương pháp cụ thể, đề xuất cấu trúc dụng cụ đạt độ chính xác cao, và thậm chí là lựa chọn loại dụng cụ phù hợp với độ chính xác mong muốn, chúng tôi sẽ giới thiệu những thông tin mà các nhà thiết kế máy móc cần biết.Giải thích toàn diệnChúng tôi sẽ không chỉ tập trung vào lý thuyết mà còn kết hợp kiến thức thực tiễn và các điểm cần lưu ý, nhằm mục tiêu hiểu một cách có hệ thống toàn bộ quá trình xác định vị trí và mang đến một góc nhìn mới cho công việc thiết kế.
- Nguyên tắc định vị là nền tảng của thiết kế
- Tìm kiếm phương pháp định vị chính xác cao
- Loại định vị được sử dụng trong lắp ráp
- Định vị vị trí tại nơi gia công Dụng cụ
- Độ chính xác và công nghệ định vị tiên tiến
Nguyên tắc định vị là nền tảng của thiết kế
"Định vị" trong thiết kế máy móc không chỉ đơn thuần là hành động sắp xếp các bộ phận. Đó là hành động đảm bảo chức năng và độ chính xác mà máy móc cần có.Ý tưởng thiết kế cơ bản nhất vàCó thể nói rằng, ở đây, chúng tôi sẽ giải thích về các nguyên tắc cơ bản làm nền tảng cho mọi việc định vị. Những kiến thức này sẽ là kim chỉ nam để thực hiện thiết kế cao cấp và hợp lý hơn.
Khái niệm 6 bậc tự do quy định không gian
Để hiểu về định vị, trước tiên cần phải biết về khái niệm "6 bậc tự do". Các vật thể được đặt trong không gian có thể thực hiện 6 chuyển động độc lập, bao gồm chuyển động tịnh tiến (di chuyển) theo 3 hướng trước-sau, trái-phải, lên-xuống và xoay theo 3 trục tương ứng. Điều này được gọi là 6 bậc tự do (6-DoF).
Nói một cách đơn giản,Định vị là hành động cố ý hạn chế từng độ tự do trong 6 độ tự do này.Không có gì khác hơn. Ví dụ,Cố định hoàn toàn các bộ phận có nghĩa là hạn chế tất cả 6 bậc tự do.. Mặt khác, trong trường hợp chỉ muốn thực hiện chuyển động quay cụ thể như vòng bi, thì 5 bậc tự do khác ngoài chuyển động đó sẽ bị hạn chế.
Do đó, nhà thiết kế cần phải nhận thức rõ ràng về những yếu tố nào được phép tự do và những yếu tố nào bị hạn chế.
Nguyên tắc 3-2-1 để thực hiện sự ràng buộc nghiêm ngặt
Vậy, để hạn chế 6 bậc tự do một cách vừa đủ, cụ thể thì phải làm thế nào? Cách tốt nhất là...Phương pháp cơ bản và phổ biến là "nguyên tắc 3-2-1"Đây là nguyên lý ổn định vật thể ở 6 điểm tối thiểu.
Đầu tiên,Hỗ trợ mặt đáy (mặt chuẩn chính) ở 3 điểm. Điều này sẽ hạn chế chuyển động lên xuống và nghiêng trước sau, trái phải (2 chuyển động quay). Tiếp theo,Hỗ trợ mặt bên (mặt phẳng phụ) ở hai điểmBằng cách này, chuyển động sang trái và phải cũng như xoay ngang sẽ được kiểm soát. Cuối cùng,Hỗ trợ mặt trước (mặt chuẩn thứ 3) tại điểm còn lạivà hạn chế chuyển động theo hướng trước sau.
Như vậy, bằng cách hỗ trợ tổng cộng 6 điểm (3+2+1), 6 bậc tự do của vật thể sẽ bị hạn chế hoàn toàn. Nguyên tắc này được áp dụng trong nhiều trường hợp khác nhau, chẳng hạn như khi cố định vật thể bằng dụng cụ gia công, và cho phép định vị ổn định với độ lặp lại cao ngay cả khi bề mặt vật thể không hoàn toàn bằng phẳng.
-

-
【Điều này là OK】Lý thuyết về phương pháp định vị "Quy tắc 3・2・1"
Ở đây, chúng tôi sẽ ghi lại một trong những lý thuyết cần nắm vững được đề cập trong Hướng dẫn định vị hoàn chỉnh, đó là "Quy tắc 3-2-1" cơ bản về cách định vị các bộ phận tấm (hình vuông). Nội dung này ...
Tiếp tục xem
Chọn phương pháp phù hợp với tình trạng bề mặt định vị
Như đã đề cập ở trên,Theo nguyên tắc 3-2-1, việc hỗ trợ tại "điểm" là cơ bản, nhưng trên thực tế, phương pháp tiếp xúc tối ưu sẽ khác nhau tùy thuộc vào tình trạng bề mặt của bộ phận cần định vị. Nếu chọn phương pháp định vị mà không xem xét chất liệu và tình trạng bề mặt của bộ phận, sẽ dẫn đến độ chính xác không cao hoặc làm hỏng bộ phận.
Mặt phẳng có độ phẳng cao và độ cứng cao (mặt mài, v.v.)
Đối với bề mặt cứng như thép tôi có độ phẳng cao, "điểm tiếp xúc" sẽ mang lại độ lặp lại cao nhất. Bằng cách tiếp xúc với đầu pin hoặc quả bóng đã được nung nóng, điểm tiếp xúc trở nên rõ ràng, giúp giảm thiểu ảnh hưởng của các hạt bụi nhỏ và màng dầu.
Bề mặt gia công thông thường (bề mặt phay, v.v.)
Đối với mặt phẳng thông thường có thể đạt được bằng gia công phay, "mặt tiếp xúc" cũng là một lựa chọn hiệu quả. Bề mặt tiếp xúc rộng hơn, mang lại độ cứng và khả năng chịu tải cao. Tuy nhiên, do có nguy cơ giảm độ chính xác do bề mặt bị gợn sóng hoặc bám bụi bẩn, nên cần phải đảm bảo môi trường sạch sẽ và độ phẳng nhất định.
Bề mặt thô ráp, không đồng đều (bề mặt đúc, vỏ đen, v.v.)
Nếu bề mặt của vật đúc (bề mặt đúc) hoặc bề mặt của vật rèn có vết đen, bề mặt gồ ghề và không bằng phẳng, thì tuyệt đối không được thực hiện "tiếp xúc bề mặt". Bởi vì không thể biết được vị trí tiếp xúc và hoàn toàn không ổn định.입니다.
Trong trường hợp này, việc định vị bằng cách đâm vào bằng vít có đầu nhọn hoặc kẹp có răng cưa được gọi là "móng vuốt quỷ" là hiệu quả. Điều này cho phép đạt được sự ổn định của ba điểm hỗ trợ ngay cả trên bề mặt không đồng đều.
Bề mặt mềm, dễ bị trầy xước (như nhôm, nhựa, v.v.)
Khi áp dụng "điểm tiếp xúc" lên các bộ phận có chất liệu mềm như nhôm, nhựa hoặc bề mặt sơn, áp lực tiếp xúc (áp lực bề mặt) sẽ quá cao, dẫn đến vết lõm.이 경우, 접촉 면적이 넓은 "면 접촉"이나 폭이 넓은 블록을 사용하여 면 압력을 낮추고 부품의 손상을 방지하는 것이 중요합니다.
Thiết kế động học và trung bình hóa đàn hồi
Trong thiết kế máy móc, có hai quan điểm thiết kế trái ngược nhau về cách xử lý thực tế không hoàn hảo (như biến dạng nhiệt trong quá trình sản xuất).
Thiết kế động học (hạn chế nghiêm ngặt)
Thiết kế động học là ý tưởng thiết kế nhằm mục đích hạn chế 6 bậc tự do của vật thể một cách chính xác và không quá mức tại 6 điểm tiếp xúc. Đây là phương pháp tiếp cận này, về nguyên tắc, tránh được sự phát sinh ứng suất bên trong do sai số sản xuất và giãn nở nhiệt, từ đó đạt được độ lặp lại cực cao.
Các sản phẩm cụ thể hóa nguyên lý này là "khớp nối động học" và "giá đỡ động học". Những yếu tố này kết hợp khéo léo giữa quả cầu và rãnh chữ V, quả cầu và mặt phẳng, giúp hạn chế chính xác 6 bậc tự do. Ví dụ, bằng cách bố trí 3 rãnh chữ V cách nhau 120 độ và tiếp xúc với mỗi quả cầu, có thể thực hiện định vị với độ chính xác cao.
Cơ chế này là công nghệ không thể thiếu trong các lĩnh vực yêu cầu độ chính xác ở mức micron hoặc thấp hơn, chẳng hạn như thiết bị sản xuất bán dẫn và thiết bị đo quang học. Các nhà sản xuất như THK Precision Co., Ltd. đã ứng dụng nguyên lý này để tạo ra các sản phẩm có độ chính xác cao.Sê-ri bàn di chuyển chính xác」や「Piezo stage」를 제공하고 있습니다.
Trung bình hóa đàn hồi (hạn chế quá mức)
Mặt khác,Elastic averaging là một ý tưởng thiết kế nhằm cố định các bộ phận bằng cách sử dụng nhiều điểm tiếp xúc vượt quá 6 điểm một cách có chủ ý. Đây là phương pháp tiếp cận này, bằng cách sử dụng biến dạng đàn hồi của vật liệu để "cân bằng" sai số định vị của từng điểm tiếp xúc, giúp đạt được định vị ổn định tổng thể.
Sản phẩm đại diện cho ý tưởng này là "Haar Coupling" và "Carvic Coupling". Chúng được gia công thành các răng cưa chính xác (serration) hình tròn trên chu vi, và khi hai bộ phận khớp với nhau, chúng sẽ tiếp xúc ở rất nhiều điểm. Ngay cả khi vị trí của từng răng có sai số nhỏ, sai số này sẽ được trung bình hóa nhờ sự khớp nối của nhiều răng, từ đó mang lại độ cứng và độ chính xác định vị rất cao cho toàn bộ bộ phận.
Công ty TNHH Nikken Kōsakusho やCông ty cổ phần IZUSHI (Izushi)V.v. đang sản xuất các bàn chia độ chính xác cao (bàn chỉ số) sử dụng các khớp nối này, và được sử dụng rộng rãi trong các bàn xoay của máy công cụ.
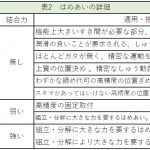
| Đặc tính | Thiết kế động học (hạn chế nghiêm ngặt) | Trung bình hóa đàn hồi (hạn chế quá mức) |
| Nguyên lý cơ bản | 6 độ tự do được hạn chế nghiêm ngặt tại 6 điểm tiếp xúc | Làm trung bình sai số bằng nhiều điểm tiếp xúc (hạn chế quá mức) |
| Tính tái tạo | rất cao | Thấp hơn thiết kế động học, nhưng tốt |
| cứng | tương đối thấp | rất cao |
| Khả năng chịu tải | tương đối thấp | rất cao |
| Khả năng chịu được sai số và biến dạng nhiệt | Cao (khó phát sinh ứng suất bên trong) | Cao (hấp thụ biến dạng đàn hồi) |
| Ví dụ ứng dụng tiêu biểu | Thiết bị quang học, thiết bị đo lường chính xác, thiết bị vũ trụ | Khớp nối máy công cụ, dụng cụ chịu tải trọng cao |
Độ cứng cao do hạn chế quá mức
Như đã đề cập ở trên,Theo quan điểm trung bình hóa đàn hồi, chúng ta sẽ cố ý tạo ra tình trạng "hạn chế quá mức". Đây là phương pháp hỗ trợ và cố định các bộ phận bằng số điểm vượt quá 6 điểm cần thiết để hạn chế 6 bậc tự do.
Tại sao lại hạn chế quá mức? Bởi vì điều đó giúp đạt được độ cứng cực cao. Khi chịu tải trọng,Sức mạnh đó được phân bổ cho nhiều điểm tiếp xúc. Nhờ đó, lực tác động lên từng điểm tiếp xúc trở nên nhỏ hơn, giúp giảm thiểu sự biến dạng của toàn bộ bộ phận.입니다.
Tuy nhiên, thiết kế này cần phải cẩn thận. Nếu độ chính xác vị trí của các điểm tiếp xúc không tốt, chỉ cần lắp ráp thôi cũng có thể gây ra ứng suất nội bộ lớn cho các bộ phận, dẫn đến biến dạng và hư hỏng. Do đó,Khi áp dụng hạn chế quá mức, cần phải có độ chính xác gia công cao của từng bộ phận hoặc thiết kế để giải phóng ứng suất bằng cách sử dụng khéo léo sự biến dạng đàn hồi của vật liệu.
Tìm kiếm phương pháp định vị chính xác cao
Sau khi hiểu nguyên tắc cơ bản của việc xác định vị trí, điều tiếp theo cần chú ý làLàm thế nào để đạt được "độ chính xác cao"Đây là phương pháp cụ thể. Ở đây, chúng ta sẽ đi sâu vào các nguyên tắc và cách suy nghĩ mà nhà thiết kế cần phải biết để theo đuổi độ chính xác. Bằng cách áp dụng các khái niệm này vào thiết kế, chất lượng sản phẩm sẽ được cải thiện đáng kể.
Nguyên lý Abbe ảnh hưởng đến độ chính xác
Khi thảo luận về định vị và đo lường với độ chính xác cao, không thể không đề cập đến "nguyên lý Abbe". Đây là hướng dẫn cực kỳ quan trọng để giảm thiểu sai số đo lường.
Nói một cách đơn giản, nguyên lý này có nghĩa là "đối tượng muốn đo và thang đo được sử dụng để đo phải được đặt trên một đường thẳng theo hướng đo". Đúng vậy. Nếu vị trí của đối tượng đo và thang đo bị lệch, thì độ nghiêng nhỏ trong quá trình đo sẽ dẫn đến sai số đo lớn được gọi là "sai số Abbe".
Đây là lý do tại sao micromet có độ chính xác cao hơn so với thước đo. Điều này không chỉ áp dụng cho các thiết bị đo lường. Khi thiết kế bàn định vị có độ chính xác cao, việc bố trí cảm biến (thang đo) điều khiển chuyển động và điểm tác động (đối tượng đo) theo nguyên tắc này là chìa khóa để đạt được độ chính xác mong muốn.
Về "nguyên lý Abbe", trang sau đây giải thích chi tiết kèm theo hình minh họa và ví dụ cụ thể.
- Keyence Corporation Thiết bị đo lường Navi
https://www.keyence.co.jp/ss/products/measure-sys/measurement-selection/basic/abbe-principle.jsp - CMM Japan Co., Ltd. CMM-GUIDE
https://www.cmm-guide.com/column/abbes-principle.html - d-monoweb Trang web giải thích về sản xuất và thiết kế
https://d-monoweb.com/expert_column/what-abbes-principle/
Nguyên lý của Brian về xử lý sai số góc
Nguyên lý Brian có thể được coi là sự phát triển hơn nữa của nguyên lý Abbe. Trong khi nguyên lý Abbe chủ yếu xử lý sai số tuyến tính, nguyên lý Brian xử lý sai số góc nhỏ (pitch, yaw, roll) phát sinh khi máy móc chuyển động ảnh hưởng đến kết quả đo lường như thế nào.
Ví dụ, khi bàn máy công cụ di chuyển, mặc dù trông có vẻ di chuyển hoàn toàn thẳng, nhưng ở cấp độ micron, nó vẫn di chuyển với độ nghiêng nhẹ. Lúc này, nếu đầu dò đo nằm ở vị trí cách xa điểm tác động (như đầu dao cụ), độ nghiêng của bàn sẽ bị phóng đại thành sai số đo.
Trong các thiết bị định vị siêu chính xác đòi hỏi độ chính xác tối đa, dựa trên nguyên lý của Brian, không chỉ vị trí tuyến tính mà cả sai số góc do chuyển động cũng được đo lường đồng thời và điều chỉnh theo thời gian thực bằng hệ thống điều khiển tiên tiến.
Về "nguyên lý Brian", các bài báo học thuật và trang giải thích kỹ thuật dưới đây đã trình bày chi tiết về nguyên lý này.
- Annals of the Faculty of Engineering Hunedoara (Bài báo học thuật)
https://www.ajme.ro/PDF_AJME_2024_1/L1.pdf - Hiệp hội Kỹ thuật Chính xác Hà Lan (Dutch Society for Precision Engineering)
https://www.dspe.nl/knowledge/dppm-cases/high-precision-3d-coordinate-measuring-machine-according-to-abbe-and-bryan-principle/
Lựa chọn mặt phẳng chuẩn làm điểm khởi đầu thiết kế
Mặt chuẩn là mặt, điểm hoặc đường thẳng được sử dụng làm "tiêu chuẩn" để xác định vị trí. Vì độ chính xác của toàn bộ sản phẩm bị ảnh hưởng lớn bởi việc lựa chọn phần nào làm tiêu chuẩn, nên việc lựa chọn này là một quyết định quan trọng cần được thực hiện ở giai đoạn đầu tiên của quá trình thiết kế.
Thông thường, mặt quan trọng nhất và yêu cầu độ chính xác cao nhất về chức năng của sản phẩm sẽ được thiết lập làm mặt chuẩn. Phương pháp xác định vị trí bao gồm "tiếp xúc bề mặt" bằng cách tiếp xúc các bề mặt phẳng với nhau và "tiếp xúc điểm" bằng cách tiếp xúc tại một điểm như đầu quả bóng.
Như đã đề cập ở trên,"Mặt phẳng" có cấu trúc đơn giản và có thể chịu được lực lớn, nhưng có nhược điểm là dễ bị biến dạng nhẹ và bám bụi. Mặt khác, "điểm tiếp xúc" có thể định vị ổn định với độ chính xác cao hơn do điểm tiếp xúc rõ ràng.
Như vậy, việc lựa chọn mặt chuẩn cũng có những ưu điểm và nhược điểm, do đó cần phải lựa chọn mặt chuẩn phù hợp nhất tùy theo phương pháp gia công và độ chính xác yêu cầu.
Thiết kế đảm bảo độ chính xác lặp lại là gì?
Độ chính xác lặp lại là chỉ số cho biết mức độ dao động khi quay trở lại vị trí ban đầu sau khi lặp lại cùng một công việc. Khi lắp ráp lại máy móc đã tháo rời hoặc thay thế dụng cụ trên dây chuyền tự động, khả năng xác định vị trí chính xác đến từng milimet là yếu tố cực kỳ quan trọng để đảm bảo chất lượng sản phẩm ổn định.
Để đảm bảo độ chính xác lặp lại này, cần phải xem xét một số yếu tố thiết kế. Ví dụ, thiết kế động học nêu trên là ý tưởng thiết kế nhằm đạt được độ chính xác lặp lại cao về mặt lý thuyết. Ngoài ra, Imao Corporation's "Flex Locator Cũng có những bộ phận bán sẵn được thiết kế để sử dụng hình dạng côn để luôn giữ vị trí cố định mà không bị lung lay.
Hơn nữa, Cosmec's "Chốt định vị mở rộng đường kính」là công nghệ sử dụng áp suất không khí để thay đổi đường kính của chốt, loại bỏ hoàn toàn khoảng trống giữa chốt và lỗ, từ đó đạt được độ chính xác lặp lại cao ở mức micromet. Những công nghệ này đặc biệt quan trọng trong các dây chuyền sản xuất tự động, giúp duy trì chất lượng ổn định mà không cần điều chỉnh mỗi khi thay đổi thiết lập.
Loại định vị được sử dụng trong lắp ráp
Từ đây, khi lắp ráp máy móc,Các yếu tố cơ khí cụ thể được sử dụng để xác định vị trí tương đối giữa các bộ phậnGiải thích về điều này. Mặc dù trông có vẻ đơn giản, nhưng mỗi yếu tố đều có vai trò và điểm thiết kế rõ ràng. Sử dụng các yếu tố này một cách thích hợp là bước đầu tiên để tạo ra sản phẩm có độ chính xác cao.
Chốt cơ bản và chốt hình thoi
Knock pin là bộ phận cơ khí được sử dụng rộng rãi nhất với mục đích xác định chính xác vị trí tương đối của hai hoặc nhiều bộ phận khi lắp ráp. Đúng vậy. Trong nhiều trường hợp, nó được sử dụng cùng với bu lông kết nối.
Kết hợp giữa chốt tròn (chốt tròn) và chốt hình thoi
Khi định vị bằng hai chốt tròn, nếu có sai số gia công giữa khoảng cách của hai lỗ, chốt sẽ không lắp vào một cách trơn tru,Khi lắp ráp, các bộ phận có thể bị căng thẳng. Do đó, một giải pháp rất hiệu quả là sử dụng một chốt tròn và một chốt hình thoi. です。
Chốt hình thoi cố định vị trí theo một hướng, nhưng vẫn cho phép độ tự do theo hướng còn lại. Nhờ đó, ngay cả khi có sự chênh lệch nhỏ về khoảng cách giữa hai lỗ, chốt hình thoi sẽ hấp thụ sự chênh lệch đó, giúp quá trình lắp ráp diễn ra trơn tru.
Tuy nhiên, phương pháp này cũng có những điểm cần lưu ý. Vì hướng của chốt hình thoi rất quan trọng, nên khi ép vào, cần phải xem xét các phương pháp cố định hướng, chẳng hạn như tạo rãnh chìa khóa để chốt không bị xoay.
Sử dụng lỗ hình bầu dục
Một giải pháp khác là giữ nguyên cả hai chốt tròn, một lỗ của bộ phận đối ứng là lỗ tròn, lỗ còn lại là "lỗ hình bầu dục (lỗ dài)". Có . Giống như chốt hình thoi, nó cũng có thể có chức năng hấp thụ sai số gia công một chiều.
Ưu điểm của phương pháp này là không cần các bộ phận đặc biệt như chốt hình thoi và không cần quan tâm đến hướng. Mặt khác,Vì chi phí gia công lỗ hình elip có thể cao hơn so với lỗ tròn, nên điều quan trọng là phải lựa chọn phương pháp tối ưu nhất tùy theo số lượng sản xuất và độ chính xác yêu cầu. です。
-

-
Phương pháp thiết kế khi sử dụng chốt gõ và chốt song song để định vị
Đây là ghi chú về "Phương pháp thiết kế khi sử dụng chốt gõ và chốt song song để định vị" được đề cập trong Hướng dẫn định vị hoàn chỉnh. Trước tiên, định vị các bộ phận máy móc có thể được chia thành hai loại chính...
Tiếp tục xem
Định vị bằng trục chính được đúc nguyên khối
Boss là một phần nhô ra hình trụ được gắn liền với một bộ phận, được sử dụng để định vị bằng cách lắp vào lỗ của bộ phận đối ứng. Đặc biệt, hình dạng này được sử dụng nhiều trong các sản phẩm đúc nhựa và đúc nhôm.
Ưu điểm lớn nhất của phương pháp này là do trục chính được tích hợp với các bộ phận, nên không cần chuẩn bị các bộ phận riêng biệt như chốt gõ, giúp giảm số lượng bộ phận và chi phí. Phương pháp định vị bằng trục chính này được sử dụng trong nhiều sản phẩm xung quanh chúng ta, như nắp pin điều khiển từ xa, vỏ thiết bị gia dụng, v.v.
Điểm cần lưu ý trong thiết kế là quản lý dung sai giữa đường kính ngoài của trục và đường kính trong của lỗ. Nếu độ khít quá lỏng sẽ gây ra hiện tượng rung lắc, ngược lại nếu quá chặt sẽ gây khó khăn trong lắp ráp hoặc có thể bị hỏng do lực quá mạnh. Cần thiết lập dung sai thích hợp dựa trên độ chính xác định vị cần thiết, đặc tính của vật liệu đúc và tỷ lệ co ngót.
Spline truyền mô-men xoắn
Spline là một cấu trúc có nhiều rãnh và gờ trên bề mặt trục, chủ yếu được sử dụng để truyền lực quay (truyền mô-men xoắn) cho các bộ phận như bánh răng và ròng rọc. Tuy nhiên,Spline không chỉ truyền mô-men xoắn mà còn đóng vai trò quan trọng trong việc định vị hướng quay.
So với "răng cưa" chỉ có một rãnh, loại răng cưa này có đặc điểm là có thể truyền mô-men xoắn lớn hơn do có nhiều răng cưa cắn vào nhau. Ngoài ra, loại răng cưa này còn được chia thành nhiều loại khác nhau tùy theo hình dạng của răng cưa.
- Spline: Mặt cắt của răng có hình dạng gần giống hình vuông. Nó thường được sử dụng ở những nơi cần truyền mô-men xoắn và trượt theo hướng trục, chẳng hạn như trục truyền động của ô tô.
- Răng cưa: Mặt cắt của răng có hình dạng gần giống hình tam giác. Răng cưa có răng nhỏ hơn so với răng cưa, ít bị lỏng lẻo hơn, do đó thích hợp hơn để cố định vị trí quay chính xác.
Các yếu tố này không chỉ là bộ phận truyền mô-men xoắn mà còn là yếu tố định vị hướng quay, do đó cần được đưa vào các lựa chọn thiết kế.
Mối quan hệ giữa lỗ và trục được quyết định bởi sự khớp nối
Hameai là từ dùng để chỉ mối quan hệ về kích thước giữa hai bộ phận khi lắp trục vào lỗ của bộ phận. Đúng vậy. Tùy thuộc vào cách thiết lập mối quan hệ này, chức năng của các bộ phận sau khi lắp ráp sẽ thay đổi đáng kể.
Có ba loại chính của khớp nối.
- Khoảng trống: Trục hơi mỏng hơn lỗ, tạo ra khoảng trống giữa hai bộ phận. Được sử dụng ở những nơi trục cần quay hoặc trượt trơn tru trong lỗ.
- Shimari-bame: Trục hơi dày hơn lỗ, không thể lắp vào nếu không dùng lực ép. Một khi đã lắp vào thì không dễ dàng tháo ra, được sử dụng ở những nơi cần lực cố định mạnh mẽ như cố định vòng bi.
- Giữa: Có thể có khe hở hoặc có thể bị siết chặt, là trạng thái trung gian giữa hai trường hợp trên. Được chọn ở những vị trí có thể tháo rời trong khi vẫn giữ được vị trí chính xác, chẳng hạn như định vị bằng chốt gõ.
Loại khớp nối nào sẽ được lựa chọn là một yếu tố thiết kế rất quan trọng, được quyết định dựa trên đánh giá tổng thể về chức năng yêu cầu của bộ phận, tần suất lắp ráp và tháo rời, chi phí, v.v.
-
-
Về sự khớp nối (Bảng danh sách dung sai)
Đây là ghi chú về "khớp nối" được thể hiện cùng với kích thước trong bản vẽ máy móc. Ghi chú này tổng hợp thông tin cơ bản về khớp nối và dung sai khớp nối được áp dụng cho các chốt song song và ổ trục thường được sử dụng. Khớp nối ...
Tiếp tục xem
Định vị vị trí tại nơi gia công Dụng cụ
Chúng tôi sẽ giải thích nguyên lý định vị trong bối cảnh sản xuất và các phương pháp cụ thể để cố định chính xác và chắc chắn vật liệu gia công (vật liệu cần gia công) vào máy công cụ. Dụng cụ và thiết bị cố định chính là nơi áp dụng công nghệ định vị, và việc lựa chọn và sử dụng chúng sẽ quyết định chất lượng sản phẩm.
Dụng cụ cố định công việc và kẹp
Jig là tên gọi chung của các dụng cụ phụ trợ được sử dụng để thực hiện các công việc như gia công và lắp ráp các bộ phận một cách dễ dàng, nhanh chóng và chính xác hơn.Đúng vậy. Bằng cách sử dụng dụng cụ, bất kể ai thực hiện công việc, đều có thể tạo ra sản phẩm có chất lượng ổn định mà không cần phụ thuộc vào trình độ chuyên môn của người thợ.
Sự khác biệt giữa jig và fixture
Vốn dĩ,Jig được phân loại nghiêm ngặt theo chức năng của nó. Ví dụ, trong quá trình gia công khoan, loại có chức năng dẫn hướng mũi khoan đến vị trí chính xác được gọi là "jig", còn loại chỉ có chức năng cố định các bộ phận được gọi là "fixture". Tuy nhiên, tại các nhà máy sản xuất hiện đại, đặc biệt là những nơi chủ yếu sử dụng máy công cụ NC, người ta thường gọi chung những thiết bị này là "jig" (dụng cụ cố định).
Định vị và tách kẹp
Một trong những nguyên tắc cực kỳ quan trọng trong thiết kế dụng cụ là thiết kế rõ ràng vai trò của "định vị" và "kẹp". Định vị được thực hiện bằng chốt và mặt chuẩn, còn kẹp chỉ nên thực hiện vai trò "giữ chặt" để duy trì trạng thái đó. Nếu cố gắng định vị bằng lực kẹp, các bộ phận sẽ bị biến dạng và làm giảm độ chính xác.
Máy khoan cần thiết cho gia công phay
Vise (kẹp) là dụng cụ cố định cơ bản trong gia công phay và gia công bằng máy khoan, dùng để kẹp và cố định vật gia công bằng hai miệng kẹp.
Các loại kẹp
Có nhiều loại kẹp khác nhau, có thể sử dụng tùy theo mục đích sử dụng.
- Máy kẹp chính xác: Máy kẹp tiêu chuẩn trong gia công phay, đảm bảo độ song song và góc vuông cao.
- Milling vise: Đây là một loại kẹp chắc chắn được thiết kế để có độ cứng cao và lực kẹp mạnh mẽ, có thể chịu được lực cắt lớn trong quá trình gia công thô.
- Kẹp thủy lực: Sử dụng thủy lực để tạo ra lực kẹp cao với độ lặp lại tốt, thích hợp để sử dụng trong dây chuyền sản xuất.
Tầm quan trọng của "chức năng chống nổi lên"
Một trong những kẻ thù lớn nhất của độ chính xác trong kẹp là hiện tượng "nổi lên" khi kẹp, trong đó phần miệng kẹp di động bị nâng lên một chút và làm nghiêng vật làm việc.Đúng vậy. Các kẹp chính xác chất lượng cao được trang bị cơ chế để ngăn chặn hiện tượng nổi lên này.
Cơ chế này chuyển đổi một phần lực siết thành lực hướng xuống, ép mạnh vật làm việc vào mặt dưới của kẹp, đảm bảo định vị chính xác. Trong quá trình gia công chính xác, sự có hay không của chức năng này là yếu tố cực kỳ quan trọng trong việc lựa chọn kẹp.
Chuck và collet chuck được sử dụng trong máy tiện
Chuck là bộ phận chủ yếu được sử dụng trong gia công tiện, có chức năng kẹp vật liệu cần gia công (phôi) và quay cùng với trục chính. Chức năng quan trọng nhất của nó là giữ phôi ở vị trí chính xác ở tâm và với lực kẹp chắc chắn, không bị ảnh hưởng bởi lực cắt.
Các loại khóa kéo
Loại "kẹp cuộn ba móng" được sử dụng rộng rãi nhất có ưu điểm là có thể thiết lập rất nhanh do ba móng hoạt động liên động, nhưng độ chính xác lặp lại ở mức trung bình. Ngược lại,"Kẹp độc lập bốn móng" đòi hỏi sự chuẩn bị công phu và kỹ năng thành thạo để điều chỉnh từng móng riêng biệt, nhưng có thể kẹp các vật liệu hình vuông và hình dạng khác nhau, đồng thời có thể định tâm với độ chính xác cực cao.
Collet chuck
Collet chuck sử dụng biến dạng đàn hồi của bộ phận hình ống có rãnh (collet) bằng cách đẩy và kéo theo hướng trục để kẹp chặt vật liệu gia công một cách đồng đều trên toàn bộ chu vi.Do diện tích tiếp xúc lớn nên khó làm hỏng bề mặt phôi, đạt được độ đồng trục (độ chính xác dao động) và độ chính xác lặp lại rất cao. Thích hợp cho gia công chính xác các bộ phận có đường kính nhỏ và sản xuất liên tục từ thanh vật liệu.
Hướng dẫn quan trọng về khuôn mẫu và khóa liên động
Định vị trong khuôn ép phun và khuôn ép đòi hỏi độ chính xác rất cao để bảo vệ khuôn đắt tiền khỏi bị hư hỏng và đảm bảo chất lượng sản phẩm đúc.
Chốt dẫn hướng và ống dẫn hướng
Chốt dẫn hướng là cơ cấu chính để định vị chính xác phần cố định và phần di động của khuôn. Chốt dẫn hướng dày và được tôi cứng được cắm vào một khuôn, sau đó lắp vào ống dẫn hướng chính xác được nhúng vào khuôn kia, từ đó dẫn đến việc định vị chính xác trong quá trình đóng khuôn. Việc kiểm soát khe hở giữa chốt và ống dẫn hướng sẽ ảnh hưởng đến độ chính xác của khuôn.
khóa liên động
Interlock là khối có hình dạng côn hoặc hình vuông, được lắp vào đường phân chia khuôn (phần phân chia khuôn) ngay trước khi khuôn đóng hoàn toàn. Nó có vai trò quan trọng trong việc duy trì vị trí cuối cùng của khuôn với độ cứng cao để chống lại áp lực lớn (như áp lực phun) phát sinh trong quá trình đúc, đồng thời giảm tải trọng lên chốt dẫn hướng.
Độ chính xác và công nghệ định vị tiên tiến
Cuối cùng, chúng tôi sẽ đề cập đến các kỹ thuật định vị tiên tiến hơn và các phương pháp để cải thiện chất lượng thiết kế.
V-block thích hợp nhất để cố định vật thể hình trụ
V-block là công cụ hữu ích khi cần định vị ổn định các vật liệu hình trụ như thanh tròn hoặc ống. Đúng như tên gọi, đây là khối có rãnh hình chữ V được gia công, được sử dụng rộng rãi trong các công việc đo lường và gia công.
V-shaped grooves support the cylinder with two tangents, preventing the workpiece from rolling and allowing for accurate alignment of the center line. It is used as a jig to hold the workpiece during scribing and drilling operations, or as a holding stand when measuring shaft runout with a dial gauge. Typically, two units are used in a set to stabilize long cylindrical objects.
Tuy nhiên, độ chính xác của rãnh V trên khối V sẽ ảnh hưởng trực tiếp đến độ chính xác định vị của phôi. Ngoài ra,Do sử dụng nhiều lần sẽ làm mòn bề mặt tiếp xúc, nên khi sử dụng để đo lường chính xác, cần chọn vật liệu được tôi luyện ít mòn hoặc phân biệt sử dụng cho công việc và đo lường. .
Hệ thống điểm 0 cải tiến quy trình
Hệ thống Zero Point là hệ thống định vị và kẹp giữ đã mang lại sự thay đổi đáng kể cho công việc chuẩn bị tại các nhà máy sản xuất trong những năm gần đây, đặc biệt là tại các trung tâm gia công. Hệ thống này cho phép thay thế pallet gắn dụng cụ và phôi gia công chỉ bằng một thao tác và với độ chính xác cao.
Hệ thống này bao gồm bộ kẹp được lắp đặt ở phía bàn máy và núm vú (chốt) chuyên dụng được lắp đặt ở phía pallet. Có các loại núm vú như "chốt định vị" để xác định vị trí chuẩn, "chốt khóa" để ngăn quay và "chốt kẹp" chỉ thực hiện chức năng kẹp (kéo vào).Kết hợp các yếu tố này để thực hiện đồng thời việc định vị chính xác và cố định chắc chắn dựa trên nguyên tắc 3-2-1. .
Sê-ri "Stark" của công ty Rhomheld HalderVâng, công ty Nabeya's "Q-Lock」는 제품으로 유명하며, 반복 위치 정확도가 5μm(0.005mm) 이하로 매우 정밀합니다.Để triển khai, cần có khoản đầu tư ban đầu, nhưng do có thể rút ngắn đáng kể thời gian chuẩn bị, nên mang lại hiệu quả rất lớn trong sản xuất nhiều loại với số lượng ít và dây chuyền tự động hóa. Tôi sẽ làm.
Định vị độc đáo để giải quyết các vấn đề cụ thể
Đối với những vấn đề khó giải quyết bằng phương pháp định vị thông thường, có những sản phẩm và công nghệ độc đáo chuyên biệt cho các chức năng cụ thể. . Những điều này có thể làm tăng "kho ý tưởng" của nhà thiết kế và mang lại những giải pháp mới.
Định vị và kẹp bằng từ trường
Kẹp nam châm sử dụng từ lực là một giải pháp mạnh mẽ, đặc biệt là trong việc thay đổi khuôn mẫu trên máy ép phun và máy ép. Sử dụng nam châm điện và nam châm vĩnh cửu để hút và cố định khuôn mẫu trên bề mặt, không có vật cản như kẹp cơ học, giúp tăng tính linh hoạt trong thiết kế khuôn mẫu. Lợi ích lớn nhất là có thể lắp và tháo khuôn ngay lập tức chỉ bằng một nút bấm, giúp giảm đáng kể thời gian chuẩn bị. Tuy nhiên, cần lưu ý rằng kẹp này chỉ có thể sử dụng cho các vật liệu có tính từ mạnh và từ trường có thể ảnh hưởng đến môi trường xung quanh.
Chốt định vị mở rộng/thu hẹp đường kính
Như đã giới thiệu trước đó, công ty Cosmec cung cấp "Chốt định vị mở rộng đường kính」là một sản phẩm độc đáo giúp giải quyết các vấn đề trên dây chuyền tự động hóa. Chốt này co lại bằng áp suất khí nén, tạo ra khoảng trống lớn so với lỗ khi vận chuyển phôi. Nhờ đó, ngay cả khi vận chuyển bằng robot, cũng khó xảy ra lỗi như "cắn". Sau khi đặt phôi, khi xả khí, chốt sẽ mở rộng bằng lực lò xo bên trong, loại bỏ khoảng trống với lỗ, giúp định vị chính xác mà không bị lung lay.
Phân chia đơn giản bằng bóng lò xo
Ball plunger là một bộ phận cơ khí đơn giản, sử dụng lò xo tích hợp trong thân máy để đẩy quả bóng ra ngoài, nhưng rất hiệu quả trong việc định vị đơn giản. Ví dụ, bằng cách tạo ra nhiều lỗ lõm ở mặt dưới của bàn xoay và đặt ball plunger vào đó, có thể thực hiện cơ chế định vị (index) với cảm giác nhấp nháy rõ ràng với chi phí thấp. Nó cũng có thể được ứng dụng trong các trường hợp như cố định tạm thời các bộ phận trượt hoặc tạo cảm giác nhạy bén cho cần điều khiển.
Phân tích dung sai để đảm bảo chất lượng thiết kế
Để đạt được thiết kế cao cấp hơn, điều không thể thiếu là khái niệm "phân tích dung sai". Đây là phương pháp dự đoán và đánh giá mức độ sai số của từng bộ phận riêng lẻ (dung sai) đối với toàn bộ sản phẩm sau khi lắp ráp.
Máy móc được cấu tạo từ nhiều bộ phận kết hợp với nhau, nhưng không thể chế tạo ra các bộ phận có kích thước hoàn hảo. Do đó, ngay cả khi dung sai của các bộ phận chồng chéo theo hướng xấu nhất, vẫn phải thiết kế để đảm bảo chức năng của sản phẩm.
Phân tích dung sai bao gồm "phân tích trường hợp xấu nhất", trong đó giả định rằng tất cả các bộ phận được lắp ráp với kích thước xấu nhất, và "phương pháp RSS (phương pháp bình phương tổng hợp)", trong đó sử dụng phương pháp thống kê để dự đoán sự biến động thực tế hơn. Khi hiểu rõ điều này và xem xét phương pháp định vị, có thể xác định rõ phần nào cần quản lý dung sai nghiêm ngặt và phần nào có thể nới lỏng. Kết quả là, có thể thiết kế hợp lý và đáng tin cậy hơn, đảm bảo đáp ứng các yêu cầu về hiệu suất mà không làm tăng chi phí do chất lượng quá cao.
Quan điểm để lựa chọn vị trí tối ưu
Trong bài viết này, chúng tôi đã giải thích tổng quan về định vị trong thiết kế máy móc, từ nguyên lý cơ bản đến các kỹ thuật ứng dụng cụ thể. Cuối cùng, chúng tôi sẽ tóm tắt những điểm đặc biệt quan trọng để nâng cao chất lượng thiết kế.
- Vị trí được xác định dựa trên nguyên tắc vật lý là sự ràng buộc 6 bậc tự do.
- Nguyên tắc 3-2-1 là nguyên tắc cơ bản nhất để ràng buộc một cách vừa đủ.
- Chọn phương pháp tiếp xúc (điểm/mặt) tùy theo tình trạng bề mặt định vị (độ cứng, độ nhám).
- Thiết kế động học là ý tưởng thiết kế chính xác đòi hỏi độ tái tạo cao.
- Độ đàn hồi trung bình là ý tưởng thiết kế giúp đạt được độ cứng và khả năng chịu tải cao.
- Sự hạn chế quá mức làm tăng độ cứng nhưng đòi hỏi độ chính xác của các bộ phận
- Nguyên lý của Abbe là chìa khóa để giảm thiểu sai số trong đo lường và định vị.
- Nguyên lý của Brian cho thấy ảnh hưởng của sai số góc khi di chuyển đối với độ chính xác.
- Mặt chuẩn được lựa chọn dựa trên các phần quan trọng nhất về chức năng của sản phẩm.
- Độ chính xác lặp lại là chỉ số thiết yếu để ổn định chất lượng.
- Độ chính xác quay được cải thiện bằng cách tối đa hóa khoảng cách giữa hai chốt gõ.
- Đinh hình thoi và lỗ hình bầu dục hấp thụ dung sai gia công và tăng khả năng lắp ráp.
- Boss góp phần giảm số lượng linh kiện và giảm chi phí
- Spline và serration có chức năng truyền mô-men xoắn và định vị quay.
- Hợp nhất là yếu tố quan trọng quyết định chức năng giữa các bộ phận (cố định, trượt, v.v.)
- Trong thiết kế dụng cụ, phải tách biệt rõ ràng chức năng định vị và chức năng kẹp.
- Chức năng chống nổi của mâm cặp có liên quan trực tiếp đến độ chính xác của quá trình phay.
- Chuck chọn loại phù hợp nhất tùy theo hình dạng công việc và nội dung gia công.
- Collet chuck thích hợp để kẹp các chi tiết có đường kính nhỏ với độ chính xác cao.
- Trong khuôn mẫu, định vị được thực hiện với độ chính xác đến từng micron bằng chốt dẫn hướng và khóa liên động.
- V-block dễ dàng xác định tâm của vật thể hình trụ, nhưng cần chú ý đến sự mài mòn.
- Hệ thống điểm 0 giúp giảm đáng kể thời gian chuẩn bị và nâng cao năng suất.
- Cũng có những giải pháp đặc biệt như kẹp từ tính và chốt mở rộng đường kính.
- Phân tích dung sai là yếu tố thiết yếu để đạt được sự cân bằng hợp lý giữa chi phí và chất lượng trong thiết kế.
Đó là tất cả.