今天有关内六角螺栓的一般沉孔深度(尺寸)和加工方法的信息。关于"...... "的说明
这款产品的尺寸信息写了很多,这篇文章是为“正在寻找六角孔螺栓的通用沉头孔尺寸和 JIS 标准的人”而写的。我正在向......致意。我还整理了一些关于凹模尺寸加工方法的信息,所以如果你是关心此事的工程师,请务必查看。
六角穴付きボルトのザグリ寸法
六角穴付きボルト的常见沉孔尺寸是什么?
给你MISUMI 与 Nabe (Nabeya) 等公司公布的内六角螺栓沉头孔尺寸正在总结。
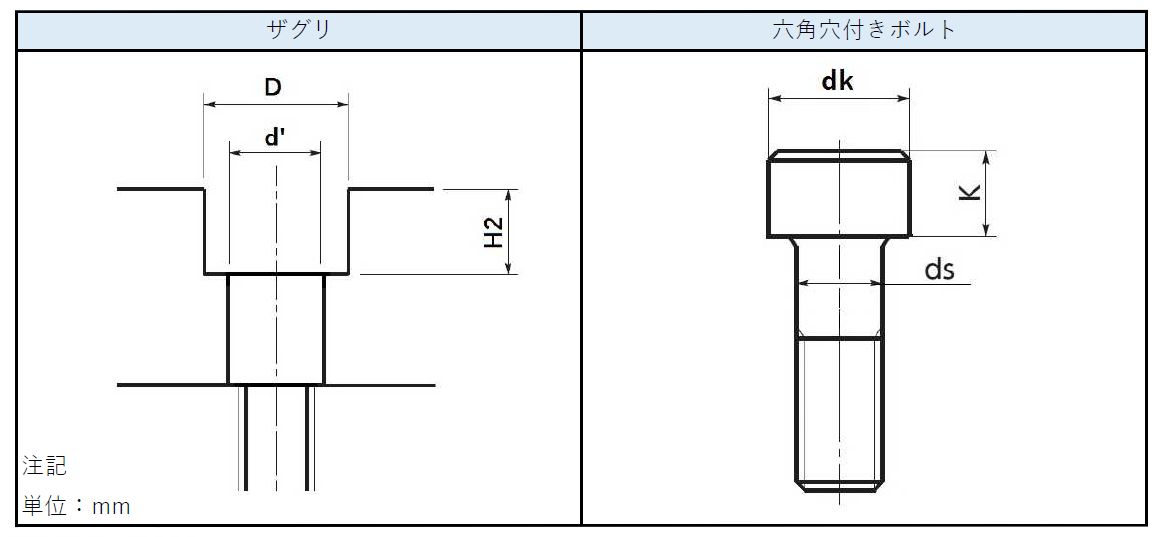
| 缝隙 | 内六角螺栓 | ||||||
|---|---|---|---|---|---|---|---|
| 呼叫 | 孔径 (d’) |
埋头孔直径 (D) |
深度 (H2) |
呼叫 | 螺纹直径 (ds) |
头部直径(参考值) (丹麦) |
头高(最大值) (K) |
| M1.6 | 1.8 | 4 | 1.6 | M1.6 | 1.6 | 3 | 1.6 |
| M2.5 | 2.9 | 5.5 | 2.5 | M2.5 | 2.5 | 4.5 | 2.5 |
| M3 | 3.4 | 6.5 | 3.3 | M3 | 3 | 5.5 | 3 |
| M4 | 4.5 | 8 | 4.4 | M4 | 4 | 7 | 4 |
| M5. | 5.5 | 9.5 | 5.4 | M5. | 5 | 8.5 | 5 |
| M6 | 6.6 | 11 | 6.5 | M6 | 6 | 10 | 6 |
| M8 | 9 | 14 | 8.6 | M8 | 8 | 13 | 8 |
| M10. | 11 | 17.5 | 10.8 | M10. | 10 | 16 | 10 |
| M12. | 13.5(14) | 20 | 13 | M12. | 12 | 18 | 12 |
| M14 | 15.5(16) | 23 | 15.2 | M14 | 14 | 21 | 14 |
| M16 | 17.5(18) | 26 | 17.5 | M16 | 16 | 24 | 16 |
| M18 | 20 | 29 | 19.5 | M18 | 18 | 27 | 18 |
| M20. | 22 | 32 | 21.5 | M20. | 20 | 30 | 20 |
| M22 | 24 | 35 | 23.5 | M22 | 22 | 33 | 22 |
| M24 | 26 | 39 | 25.5 | M24 | 24 | 36 | 24 |
| M27 | 30 | 43 | 29 | M27 | 27 | 40 | 27 |
| M30. | 33 | 48 | 32 | M30. | 30 | 45 | 30 |
备注
・螺栓孔径适用JIS B 1001:螺栓孔径及沉头孔径(2级)
・红色表示的是MISUMI和Nabeya的孔径
・M3以上参考了MISUMI和Nabeya。M1.6和M2.5在MISUMI和Nabeya中均未找到,因此参考Alps Seikou的资料填入表格。
参考制造商的尺寸表中,内六角螺栓和沉头孔尺寸写在一起,有些难以理解,因此在本表中,内六角螺栓和沉头孔尺寸是分开记载的。我想很多人都按照上述的嵌入尺寸进行设计。
据我所知,目前尚无针对带内六角螺钉的专用深沉头孔尺寸的 JIS 标准。所以,我认为大家都在采用公开的上述尺寸作为参考。
我不知道为什么六角孔螺栓没有专用的深沉头尺寸,但 MISUMI 和 Nabeya 的钻孔部分(在图表中是’d’”部分)我们大致采用了“JIS B 1001:螺栓孔直径和沉头孔直径”的“2级”。
“近似適用”的意思是,表中红字(M12・14・16)的尺寸与“JIS B 1001:螺栓孔径及沉头孔直径”的“2级”尺寸略有不同。我不知道这部分该如何解释,但我想采用JIS尺寸、MISUMI尺寸或锅屋尺寸中的任何一个都可以。
【此处补充】我确认了“ザグリ”的黎明情况。
沉头孔,我想一定很麻烦。这件事让我好奇,“沉头孔到底是怎么钻孔的呢……”,于是我查阅了刀具制造商的目录,并在最近在Twitter上关注的信息中进行了确认。
关于如何加工凹槽
[I]我有一个问题。
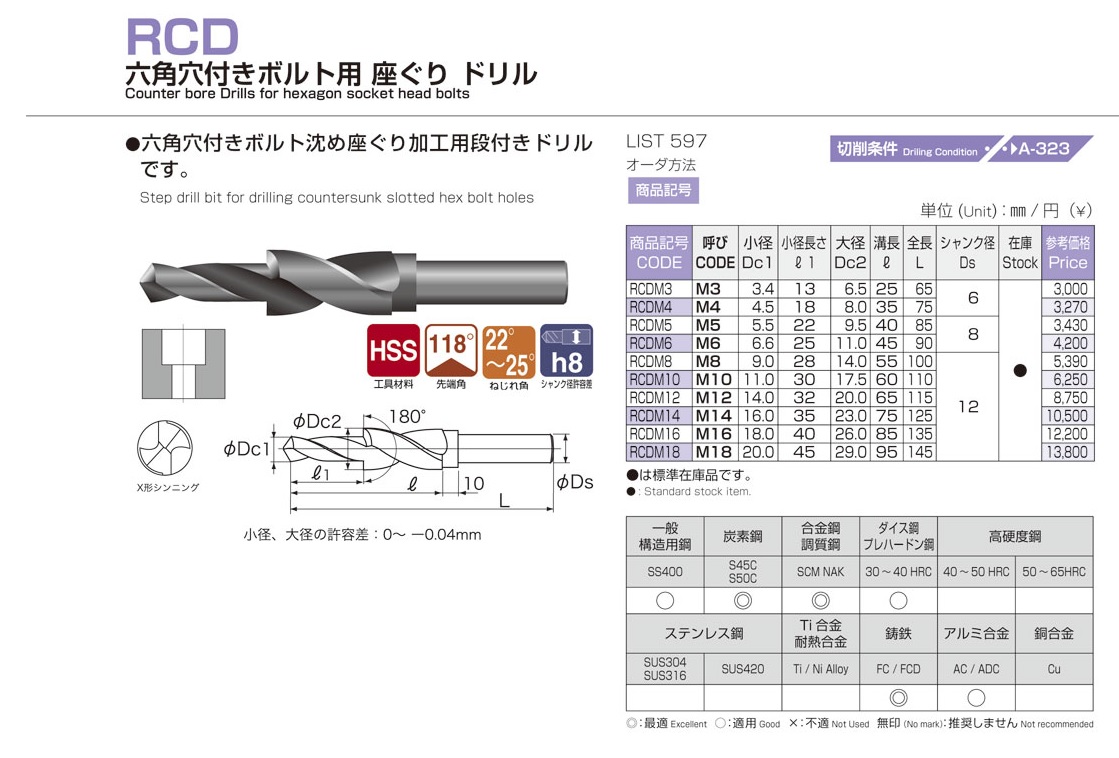
六角穴付ボルト用のザグリ,一般是否会使用阶梯钻(用于六角孔的沉头钻)?
↓↓(参考:不二越提供)
【K先生】
我们也很少用。因为按图纸加工的话,能用的东西很少。
【S先生
老牌加工厂还在用。最近的年轻加工师傅几乎不用了。这只是我客户中的认知。
【F先生
如果是NC装置加工的话现在钻头加立铣刀更普遍我想是的。
【M先生】
我通常加工为钻头+立铣刀,或仅立铣刀。砂轮机倒是偶尔用在粗加工中,在台钻上加工?加工选择上,最常见的是钻头,钻出指定的螺栓孔径,然后用铣刀加工沉头孔。如果图省事,全部用铣刀进行斜坡加工。如果更省事的话,可以用两把平底钻头加工。
最快的可能是平钻吧。http://www.nachi-fujikoshi.co.jp/tool/drill/aqua_ex_flat_a.htm
【S・F先生】
我你正在使用沉头铣刀(一种先加工穿透螺栓孔,然后进行沉孔的工具)。缺点是更换钻头很麻烦。
※以上信息已收到。非常感谢您的合作。
我们设计师应该如何处理凹槽尺寸?
我们设计师最好是按照通用的沉头孔尺寸(MISUMI或Nabeya)来设定。加工商是否会使用“六角孔螺栓用沉头钻”我们不清楚,但“六角孔螺栓用沉头钻”的尺寸与MISUMI或Nabeya的参考尺寸一致。
相反地,在设计结构上无法做成标准尺寸,或者终端用户规格偏离标准尺寸时,“需要在此说明”。这是因为有些地方的标准尺寸,一旦放到外面就可能变成特殊尺寸。
上图