Here.Mechanical Drawings expressed with dimensions in "fitting together (e.g. nuts and bolts)This is a memo of the "Fits and Tolerances" section. Basic information on fitting and the fitting tolerances applied to commonly used parallel pins and bearings are summarized.
What is meshiai (fitting together)?
It refers to the relationship between a round shaft and a hole in a machine part, etc. In addition to round shafts and holes, it is also used for square grooves such as keys and keyways. When the diameter of the shaft is smaller than the diameter of the hole, there is a gap, and when the diameter of the shaft is larger than the diameter of the hole, there is a gap. Since the gap and the interference allowance are extremely small, the machining itself requires precise machining. In order to control the fit between parts, the designers specify "dimensional tolerances for fitting" for the shaft and hole in order to satisfy the "targeted fit quality".
- JISB0401-1: Size tolerance, size difference and basic fit
- JISB0401-2: Table of tolerances and basic size tolerance classes for holes and shafts
Degree of fit and fit tolerance
harmonious (happy) coupleThe "degree of fit" created by the tolerance of the shaft and the tolerance of the hole.and isTolerance used to set the tolerance to 1.5 degrees is called the fitting tolerance.The degree of fit is called "fit". There are three main types of degrees of fit.
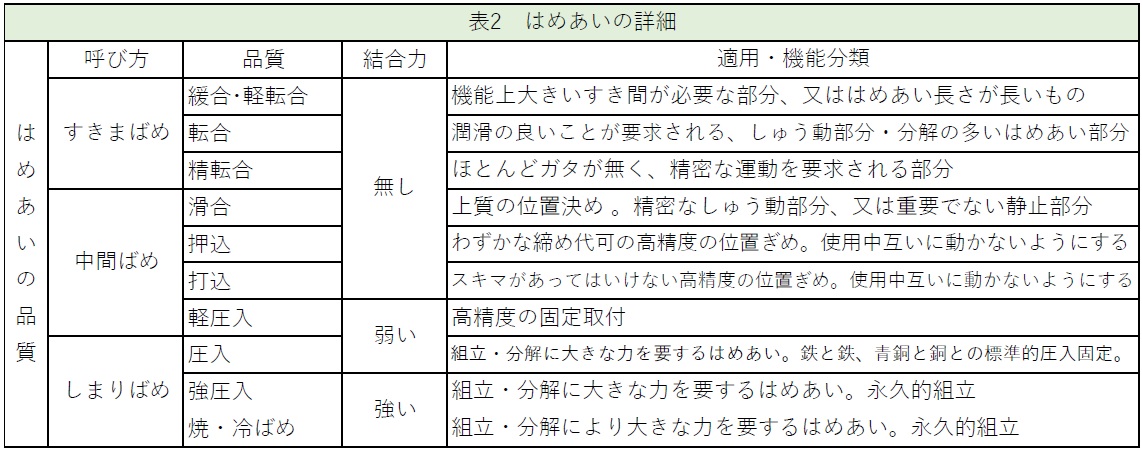
(1) Sukima-gate (loose fitting)
Gap is a condition where the shaft is smaller than the hole and there is a gap.The term is used when the maximum allowable dimension of a shaft is smaller than the minimum allowable dimension of a hole. More precisely, it is a case where the maximum allowable dimension of the shaft is smaller than the minimum allowable dimension of the hole. In machine design
- Loose fitting and light rolling: parts that require a large gap for function or a long fit length.
- Transfers: Frictional parts that require good lubrication and mating parts that are frequently disassembled.
- Precision turnings: parts that require precise motion with almost no rattling.
The product will be used for the following purposes
(2) Intermediate fit (high-precision fit)
An intermediate fit is one in which the maximum allowable dimension of the shaft is larger than the minimum allowable dimension of the hole, and the minimum allowable dimension of the shaft is smaller than the maximum allowable dimension of the hole.Since this explanation is difficult to understand, to put it simply, the actual diameter of the shaft and the hole are the same, or there is a slight interference allowance, or the shaft is smaller than the hole and there is a small gap between the two. This is the most ambiguous part, but in machine design
- Lubrication: Fine positioning. Precise sliding or non-critical stationary parts.
- Push-in: High-precision positioning with slight tightening allowance possible. Ensure that they do not move against each other during use.
- Driving: High-precision positioning that must not have any gaps. Ensure that they do not move against each other while in use.
- Light press fitting: High-precision fixed mounting
The product will be used for the following purposes
(iii) Shimari-bame (a fit that cannot be pulled out)
Shimari-bame is a condition in which there is a gap between the hole and the shaft.Generally, this is called a press fit, but more precisely, it is when the minimum allowable dimension of the shaft is larger than the maximum allowable dimension of the hole. In machine design
- Press-fit: A fit that requires a large amount of force for assembly and disassembly. Standard press-fit fixtures between iron and steel or bronze and copper.
- Strong press fit: A fit that requires a large amount of force for assembly and disassembly. Permanent assembly
- Cold and hot fits: Fits that require a large amount of force to assemble and disassemble. Permanent assembly
Supplemental information: How to call Sukimata and Shimei Shiroi
Here is a summary of how sukimata and shimeyo are called.
In the case of a gap (if there is a gap)
- Maximum clearance: Difference between the maximum allowable dimension of the hole and the minimum allowable dimension of the shaft
- Minimum clearance: Difference between the minimum allowable dimension of the hole and the maximum allowable dimension of the shaft
In the case of a clamping allowance (if there is one)
- Max. interference allowance: Difference between the minimum allowable dimension of the hole and the maximum allowable dimension of the shaft
- Minimum interference allowance: Difference between the maximum allowable dimension of the hole and the minimum allowable dimension of the shaft
Bonding force by fitting
In the above fits, the following conditions are possible when bonding forces are required
- Sneak peg: no bonding force, falls out easily.
- Intermediate clamp: no bond to weak bond, shaft pulls out with little force.
- In clamping: weak to strong bonding, requires means of disassembly by large forces, thermal expansion, etc.
Points to keep in mind in the middle bame
In my experience, designing a combination that has a clearance depending on the processing finish, such as an intermediate fit, may result in a quality defect. In reality, the plan was to have a certain degree of fixation or a slight push-in (fit to the extent that it would not fall off), but the finished product has a gap and can easily fall out. There are some parts that are acceptable in terms of accuracy but not good in terms of quality.
This is often the case when using knock pins (parallel pins) for positioning! This can happen. To avoid this problem, it is necessary to specify the target value of machining for mass-produced products. From the machining side, it is very difficult to specify the target value within the tolerance for one-off orders such as prototypes, but once the tooling has been matched, production can be targeted to a certain degree.
How do I determine fit tolerances?
In mechanical design, fits are made at various points and incorporated into drawings. The key point here is whether to use the hole or the shaft as the basis. The basic idea is that the axis can be used as the basis, or the holes can be used as the basis.
The standard is to set either side at a general tolerance and match the other side. These do not need to be applied by all designers, and each company is encouraged to apply the best tolerances.
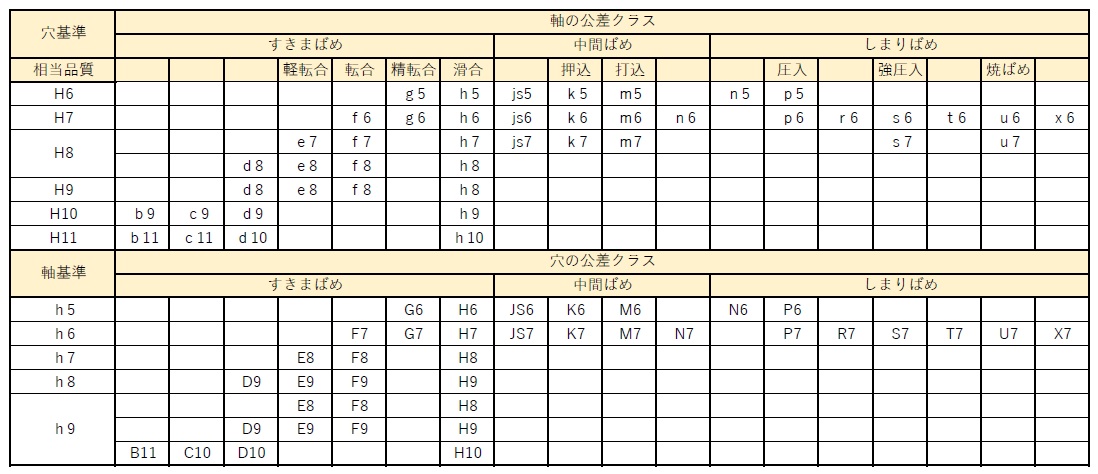
For a hole, the shaft side is adjusted to the desired fit using m and p tolerances based on a tolerance such as H7, etc. For a shaft, it is common to use M and P tolerances based on h tolerances. The advantage of designing to general tolerances is that it also allows for cost advantages in machining and inspection, since tools and measuring instruments do not need to be special.
In some cases, such as parallel pins, if the machine element to be purchased has its own tolerances, the hole tolerance must be selected according to those tolerances. If there are instructions for the hole tolerance to be used in the catalog of the machine element to be purchased, it should be applied.As an addendum, I'd like to mention that the method that uses the hole as a reference point is calledhole reference typeand the method that is based on the axis is called "Axis reference expressionIt is called "the
Fitting tolerances when using parallel pins
Parallel pins are used for many other purposes, such as positioning between members, fixing by fitting, and as stoppers. Parallel pins are not threaded, so they are basically secured by fitting to the member.Parallel pins come in three different shapes and tolerances. Here, we consider only Type A fits.The B and C types have too wide a tolerance range for fabrication, which gives the impression that the quality of the finished fit is quite variable.
Parallel pins have tolerances on the shaft side, so in order to change the quality of the fit, the tolerance on the hole side must be controlled. At the same time, we need to consider whether we want them to fall out or not. It would be a problem if the parallel pins were to fall out when positioning the actual machine, so it is a good idea to consider this when assembling the machine.
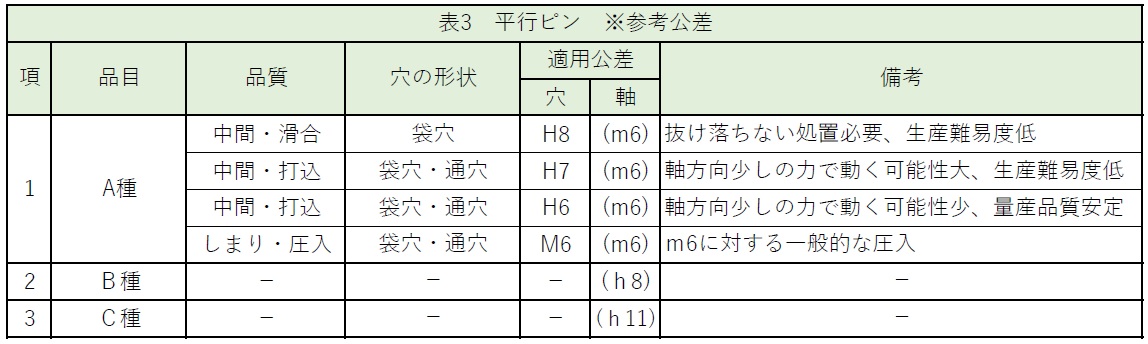
Example: When parallel pins are used for positioning
Position and secure the A and B members with parallel pins. For assembly and maintenance, remove the B component frequently.The parallel pins used for positioning should not fall out at this time, so you want to fix the parallel pins to either A or B. At that time, if both pins are drilled with H8 holes, the pins will fall out, and if both pins are drilled with M6 tolerance, it will be impossible to disassemble. Therefore, in this case, it is necessary to consider that A has M6 fit tolerance and B has H8 fit tolerance.
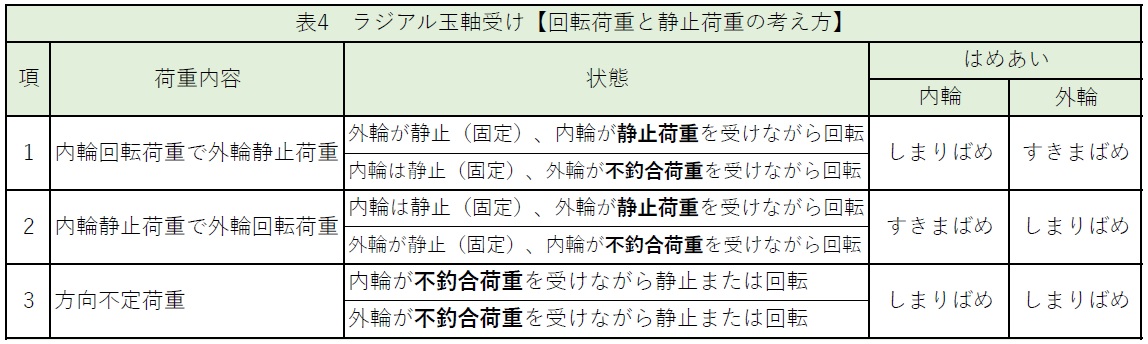
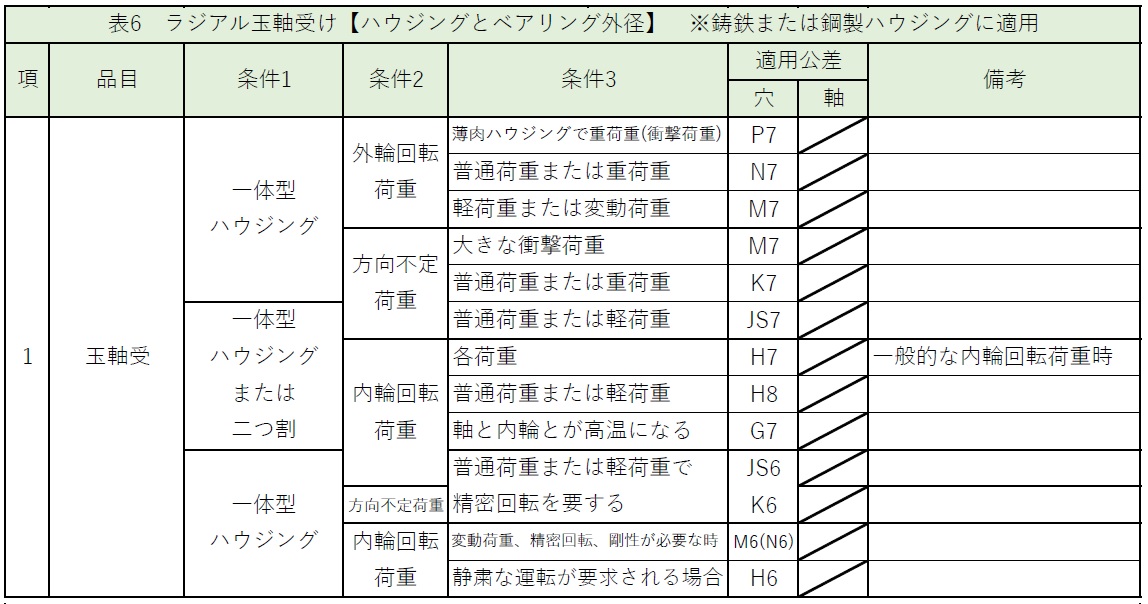
Fitting tolerances when using bearings
Bearings require different fit tolerances depending on where they are used. In particular, the outer diameter of a bearing fits the housing and the inner diameter fits the shaft, which can be a bit confusing.At the time of design, what is the outer diameter and what is the inner diameter to be applied in this case? This will change the recommended fitting tolerances.They are summarized below.

Download Frequently Used Fitting Tolerance Excel Sheet
Here you can download an Excel sheet summarizing the above fitting contents.It can also be used to check parts drawings, and your company's design standards (rules) can be incorporated into the sheet.
That's it.
-

-
Introduction to Mechanical Drawing
Here, I would like to leave a note as an introduction to mechanical drawing, "Thorough Explanation from Basic Rules to Drawing Methods". In mechanical drafting, I have been wondering if I can really convey the ...
See more.
