Here.servo press very important in dealing with Design of girders."It is a note about.
Do you have such problems as "I installed an expensive servo press, but for some reason the accuracy is not stable," or "Hunting or abnormal noise does not stop even though the parameters are set according to the manufacturer's recommendations?" ......
I myself have experienced a major incident in which I was unable to determine the repetitive positioning of a girders that I had selected based on the catalog specifications and for which strength calculations had supposedly been sufficiently performed. At the time, I treated it as an unsolved case,Subsequent verification revealed that the true cause was neither the performance of the motor nor the control program, but the "lack of rigidity of the base," which was the footing.
This memo will unravel the interplay between control theory and structural mechanics of servo systems from my perspective of actually experiencing and overcoming failure, and logically note why "stiffness" rather than "strength" is so important.
Starting from an understanding of the mechanisms that cause accuracy defects to specific manufacturing requirements such as "annealing" and "machining" that should be included in the final machining drawings, we have systematized knowledge that can be used immediately in practice, so please take a look.
Rigidity is critical! Factors contributing to inaccuracy in servo press mounts
Relationship between Servo Press Characteristics and Girders Rigidity
The main reason why servo presses are differentiated from conventional mechanical and hydraulic presses is that they use "closed-loop control (feedback control)" by servo motors. This mechanism, which monitors the position, speed, and torque of the slide in milliseconds and continuously compensates for deviations from command values, is the source of the servo press's high performance. However, this advanced control function,They place extremely stringent demands on the girders.
What many designers tend to misunderstand is the handling of "strength" and "rigidity. Strength refers to "not breaking (not exceeding the yield point)," while what is required in a servo press is "not deforming (high rigidity). When a servo motor tries to move to a commanded position with high response (gain), if the base of the frame, which serves as the foundation, bends like a spring, it will not be able to receive the reaction force to the driving force of the motor, and the control system will become unstable.
Specifically, the rigidity of a trestle is a balance between "servo rigidity (control holding force)" and "mechanical rigidity (structural stiffness). The following table summarizes a comparison of the characteristics of servo presses and conventional presses, as well as the differences in requirements for girders.
Table 1: Comparison of characteristics of servo presses and conventional presses and requirements for mounts
| Comparison items | Conventional type (mechanical and hydraulic) | servo press | Impact on girders design |
| Control method | Open loop (mechanical dead point dependent) | Closed loop (constant feedback) | Extremely high rigidity is essential because deformation of the girders is directly detected as a control error (position deviation). |
| pressurization property | Momentary pressurization at bottom dead center | Pressure retention and multi-stage pressurization at any position | Since the trestle remains under sustained stress during pressure retention, it must resist creep deformation and vibration. |
| Definition of stiffness | Static accuracy (JIS B 6402 compliant) | Dynamic accuracy (displacement under load) | It is necessary to control the amount of displacement at the moment the load is applied as well as the static accuracy of the JIS standard. |
| Main Troubles | Mold breakage, burr generation | Hunting, position deviation error, overload | Mechanical deflection causes electrical errors, which can easily be difficult to identify the cause. |
Like this,Servo presses have a "dynamic measuring instrument" aspect. Just as a measuring instrument cannot accurately measure values by placing it on a wobbly desk, no servo press, no matter how sophisticated, can demonstrate its capabilities on a less rigid base.
Reduced machining accuracy caused by deflection of the trestle
Insufficient rigidity of the trestle causes serious problems directly related to processing quality. TheA typical example is "deterioration of dimensional accuracy" due to frame deformation during pressurization. The "mouth-opening" phenomenon, in which the upper and lower frames open as pressure is applied, is particularly noticeable in C-shaped frames, which have a cantilevered structure.
For example, a girders with a thrust of 10 kN 0.1 mmSuppose the design is such that the mold is bent. Even though the servomotor encoder recognizes that the mold has been pushed to the target position, physically the distance between the molds is wider than the target because the trestle has escaped.
As a result, the product may become thicker or insufficiently caulked. If the setting is set to push in deeper to compensate for this, "springback," in which the trestle returns to its original shape the moment the load is released, will occur, increasing the risk of excessive penetration into the product and damage to the die.
It is important here to understand the difference between "static accuracy" as defined in the JIS standard (JIS B 6402) and "dynamic accuracy" during actual machining.
Table 2: Difference between static and dynamic accuracy
| accuracy division | Measuring conditions | Main evaluation items | limit |
| static precision | dead load
(hand-turned or inch-operated) |
Bolster straightness
Parallelism between slide and bolster Squareness of sliding motion |
These are only geometric tolerances for "no load" and do not guarantee actual machining accuracy (under load). |
| Dynamic accuracy | Load processing state | Repeated stability of lower dead center
Frame displacement under load Slide inclination under eccentric load |
It depends entirely on the rigidity of the girders.Since it does not appear in the catalog values, the designer must ensure it by calculation. |
Designers should not be reassured that "it is safe because it is JIS special grade," but must set their own "maximum allowable deflection of the girders" to meet their product tolerances and design a structure that meets these tolerances.
Hunting and position deviation due to insufficient rigidity
Insufficient rigidity is not only the main cause of physical dimensional misalignment, but also the main cause of electrical control troubles. Although servo motors are constantly fine-tuned to reduce the difference (deviation) between the command position and the current position to zero,If the girders are not rigid enough and exhibit "spring" like behavior, this control loop becomes unstable.
A typical symptom is "hunting. When the motor tries to stop at the target position, the load side swings back due to elastic deformation of the base, and the encoder detects this and exerts force in the opposite direction, which is repeated at high speed. This causes an abnormal "whirring" sound and the cycle time is extended because the stop completion signal is not issued.
Analysis of error codes from major servo press manufacturers also shows that many of them are attributable to trestle rigidity.
Table 3: Major servo press error codes related to insufficient trestle rigidity
| Error name (e.g.) | Typical code (IAI/Mitsubishi, etc.) | Mechanism of Occurrence | Causes due to girders design |
| positional deviation overestimation | 0B4 / E-002 | The actual position could not follow the command position and exceeded the threshold of the deviation counter. | Because the slide (load) moves with a delay even when the motor moves due to deflection of the trestle. Or, the vibration when the motor stops does not converge. |
| Overload / Overcurrent | 0A2 / E-001 | The motor was subjected to a current (load) in excess of the rated value for an extended period of time. | Parallelism of the guide shafts is out of alignment due to deformation of the girders, causing "prying". Sliding resistance is drastically increased, and unnecessary torque other than forming force is consumed. |
| settling time over | - | Not stable while in the width of the positioning completion (in-position). | The vibration damping of the trestle is poor, resulting in long-lasting micro-vibrations (residual vibrations) at standstill. |
When these errors occur, in many cases they are temporarily avoided by lowering the servo gain to reduce responsiveness, but this means sacrificing the performance (speed and holding power) of the servo press.The only fundamental solution is to increase the rigidity of the girders.
Practical servo press frame design flow
Structural comparison of C-shape frame and portal frame
The first branching point in the design of a frame for a servo press is the selection of the "frame shape. Generally, "C-type (cantilever)" and "gantry-type (O-type, 4 columns)" are adopted, but from the viewpoint of extracting the performance of a servo press, the characteristics of the two types are critically different.
Table 4: Comparison of properties between C-shape and portal frames
| evaluation item | C-Frame | Portal Frame (O-Frame / Portal) |
| Structural Dynamics Properties | bending momentis dominant.
Mouth opening" tends to occur during pressurization. |
Tensile and Compressive Stressis dominant.
Deformation is minimal because the load is applied by the axial force of the columns. |
| Stiffness | Low (unfavorable).
The deeper the throat (depth), the lower the stiffness. |
Very high (favorable).
Several times the rigidity can be achieved with the same weight of material. |
| Workability and accessibility | Very good.
Open front and left/right sides for easy workpiece loading and mold change. |
Slightly worse.
Workpiece loading direction and mold changeover are restricted due to obstructing columns. |
| cost | Relatively inexpensive, but material costs are high when high rigidity is required. | Simple structure and high material efficiency, but expensive depending on the size. |
| Servo Suitability | For caulking and press fitting with low accuracy requirements.
Insensitive to eccentric loads. |
For precision molding, thin plate processing, and high load.
Recommended structure for easy positioning accuracy. |
If a C-shape is adopted for workability, the side plate thickness must be extremely thick or reinforcing ribs must be effectively placed to physically suppress the "mouth opening. On the other hand, in servo press design, where accuracy is paramount,The ironclad rule is to employ a "gate type" whenever possible to prevent problems.
Calculation of stiffness using sectional secondary moments
In order to design the stiffness of the girders numerically rather than by feel, it is essential to use the "cross-sectional secondary moment (I)" calculation.If the materials are the same steel, the resistance to deformation is determined by the cross-sectional shape.
Secondary moment of section of square pipe (rectangular hollow section) (I) is calculated by the following formula
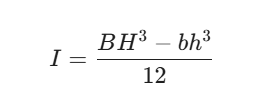
- B, HWidth and height of outline
- b, h: Width and height (minus wall thickness) of internal form
Most important in this equation,Stiffness (I) is the height HThe fact that the ratio is proportional to the cube of It is. In short,Rather than doubling the wall thickness, increasing the size (height) of the member can create a lighter and significantly more rigid girders.
For example, a concentrated load in the center of a simply supported beam (bed section)pThe maximum deflection δ is as follows when
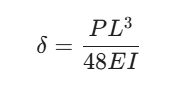
The first step in the design procedure is to determine the "allowable displacement (e.g., 0.05 mm or less)" by calculating backward from the product tolerance. Next, this formula is used to determine the required (I) and select a commercially available square pipe or H steel that satisfies this requirement. For servo presses, some manufacturers recommend that the frame deflection be kept below "1/8000 to 1/10000 (relative to the span).
Resonance avoidance considering natural frequencies
Along with stiffness (static strength), "natural frequency (dynamic characteristics)" is also important. Because servo presses repeat acceleration and deceleration at high speeds, if the natural frequency of the frame is low, there is a risk of "resonance" occurring when the natural frequency of the frame matches the operating frequency of the motor.
natural frequency fn is a rigid k and mass m The following is a simplified representation using
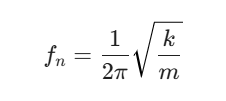
As can be seen from this equation,mass m(press body and dies) remain the same, rigidityk The natural frequency can only be increased by raising the To increase the control gain of the servo motor to make it run snappily,A high natural frequency of the mechanical system is a prerequisite.
Damping capacity" is also important in order to quickly converge vibrations.Typical welded structures (steel) have the disadvantage of low damping capacity, which tends to leave vibrations behind indefinitely. As a compensating measure, the techniques in the table below are effective.
Table 5: Mounting materials and vibration damping measures
| Materials & Structures | Young's modulus (GPa) | Vibration Damping Capacity | Features & Measures |
| Steel (SS400/STKR) | 206 | low (position) | General welded structure. Because it is prone to resonance, the design should be designed to shift the natural frequency by adding ribs to increase rigidity. |
| Cast iron (FC250) | 100-120 | high | Used for machine tool beds. Damping capacity is more than twice that of steel, but is not suitable for custom-made beds due to the high cost of wooden forms. |
| Concrete Filling | - | Very high | A method of filling a steel frame (square pipe) with concrete or damping material. Effective as a "hybrid structure" that simultaneously improves rigidity and damping capacity. |
Reference Source:Mori Ironworks: Concrete Filling Trestle
Annealing and machining to ensure flatness
No matter how perfect the rigidity calculations are on the design drawings, if corners are cut in the manufacturing process, accuracy will not be achieved. Especially in the case of welded girders, the "rigidity calculation" must never be omitted.Stress Relieving Annealing (SR)".
Intense residual stresses are accumulated inside the metal due to the heat generated during welding. If machining is performed without annealing, the stress is released after machining, causing the frame to warp. This deformation is fatal to servo presses, which are controlled at the micron level.
In addition, extremely high "flatness" is required for the seat surface where the main body of the servo press is mounted.
- Recommended flatness::0.05mm/mor less (recommended catalog values by IAI, etc.)
- Recommended surface roughness:Ra3.2, 6.3degree
Black skin (rolling skin)This accuracy cannot be achieved by leaving the surface as it is or by finishing with a grinder. Be sure to perform face grinding using a 5-face milling machine or machining center,The mounting surface should be designed so that the entire surface, not just the area around the bolt, adheres to the bolt. Trying to adjust the gap with shim tape or washers is the main cause of rigidity reduction.Therefore, it is important to create drawings that account for machining costs from the design stage.
Summary of Failure-Free Servo Press Girders Design
We hope that this explanation has helped you understand that many of the accuracy defects in servo presses are actually due to insufficient rigidity of the trestle. Finally, we will summarize some important points that designers should keep in mind.
- The real cause of the accuracy failure is suspected to be the lack of rigidity of the physical trestle rather than electrical parameters.
- View the servo press as a "dynamic measuring instrument" and understand that deformation can adversely affect control.
- Static accuracy in JIS standard is the value at no load, and is not a guarantee of accuracy during actual machining.
- The first choice for the frame shape is the "gantry" (O-shaped), which is structurally rigid and less deformable.
- If Type C is chosen for its workability priority, it must be excessively reinforced to reduce mouth opening deformation.
- In the stiffness calculations, rather than increasing the wall thickness, the cross-sectional height (H) is more effective (cubic effect).
- Set the target allowable displacement as a numerical value (e.g., 0.05 mm or less) and design with a rationale.
- To prevent hunting, it is essential to increase the rigidity of the girders to keep the natural frequency high.
- Hybrid structures such as concrete-filled structures are also effective in compensating for the weak points of steel frames in terms of vibration damping.
- Trestles of welded structures are always subjected to "stress relief annealing" to prevent warping over time and after machining.
- The mounting seat surface shall be machined and the flatness recommended by the manufacturer (e.g., 0.05 mm/m) shall be strictly observed.
- The principle of shim adjustment is to provide alignment with machining accuracy because it tends to be point contact and reduces rigidity.
- The error code "Excessive position deviation" is likely a sign of trestle reinforcement.
- To prevent "prying" of the guide shafts, geometric tolerances for squareness and parallelism should also be indicated on the drawings.
- The frame is not a mere "stand" but a part of the servo system that must be designed as an integral part of the system.
That's it.
-

-
Selection of Servo Presses|Thorough Explanation from Mechanism to Calculation and Manufacturer
Here is a note on "servo presses," which are used in the process of accurately incorporating products into automatic machines with a certain amount of force. There are many product catalogs and glossaries on the web, but these ...
See more.
