我们有了淬火方法 它是 「氮化」 注释
一言以蔽之,就是氮化(chikka/chikka)、多种烧损类型。 以下是氮化处理的多种类型及其特点重点说明。 我会的。
内容 →.
什么是氮化?
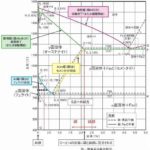
渗氮是指用氮气浸泡金属的整体过程,这一过程可硬化金属(钢)表面。 的。热处理温度低是低变形的一个主要特点,同时还采用了另一种热处理方法来硬化表面(渗碳和淬火)。高频淬火与其他两种产品相比,变形较小(见图 1),如果在处理前对加工产品进行应力消除,变形会更小。
还有硬化层非常坚固,但很薄,因此很容易受到压力的影响。在表面压力负荷较高的区域难以应用。
[补编第 1 号
与一般的热处理一样,氮化处理效果的好坏取决于各公司处理制造商的技术诀窍。 最好先向他们咨询,因为他们能够从通用名称中分离出来,提供更先进的处理方法。此外,每个制造商都有自己的(独创的)处理方法。此外,每个制造商都有自己的(独创的)处理方法,因此有必要检查各种处理方法。
[补编第 2 号
建议在进行氮化处理时,查看处理制造商对后续处理的厚度和硬度的跟踪记录。(他们可能会对您的订单做出回应)。
[补编第 3 号
焊缝可以进行氮化处理(即整个区域都可以)。
[补编第 4 号
根据处理类型的不同,可以使用硝化抑制剂或封堵装置来处理不应进行氮化的区域(请咨询处理制造商)。
氮化的一般特点。
- 表面有精细的氮化层。
- 在不改变钢材结构的情况下,将薄膜原封不动地贴在钢材表面。表面坚硬,但厚度薄,易受压力影响。
- 通常用于磨损性环境,有时甚至是湿滑环境。
使用氮化技术的优势(优点)。
- 低温处理导致的低变形(某些氮化处理不会导致变形)
- 出色的耐磨性和耐腐蚀性。
- 改善滑动性能(降低摩擦系数)
- 不易与滑动部件的配合材料发生咬合
- 只要气体能到达,就能固化;易于处理小间隙和小孔径
使用氮化处理的缺点(劣势
- 浅硬化层。
- 表面施压的地方难以涂抹。
氮化处理的类型和特点
气体氮化的特点
- 任何材料,但不包括 SUS。
- 在所有硝化过程中,它的处理时间最长。
- 成本高
- 对 SACM 645 的处理效果显著。
- 氮化层加深
气体软硝化(SN 处理、ethnite 处理、SN 工艺)
- 浅层和快速气体氮化(与气体氮化的处理方法不同)
- 与气体氮化相比,交货更快、成本更低、污染更少
- 不适用于不锈钢,因为铬会抑制氮化物的形成
- 乳白色
- 氮化层较浅(硬度低于气体氮化)
→方向标记或指示器关于气体软氮化
专业渗氮(MIC 和 MIC 处理)
- 高度润滑和湿滑
- 可对 SUS 材料进行氮化处理
盐浴软氮化(凝灰岩)特征
- 无论材料如何
- 表面为灰色。
- 成本低,交货期短
- 气体软氮化可能是一种替代方法。
等离子氮化(离子氮化)的特点
- 任何钢质材料(特殊材料需要检查)。
- 暗银色
- 由于分子的碰撞,很难在内径上进行加工。
- 高价
- 清洗
自由基氮化
- 可改善边缘缺陷和裂纹的出现
- 由于形成了复合层,因此无需抛光
- 激氮化后的氮化部件可进行焊接。
- 氮化后的零件可进行电镀。
- 无膜脱落(扩散渗透)
罐头加工
- 高密度硬化层
- 无脆弱层
- 优异的耐热检查(热疲劳开裂)性能
- 改善癫痫发作和咬人行为
- 处理后可焊接
气体硫化氮化
- 也可用于高铬合金钢
- 成本高于气体软氮化
上图
相关文章
-

-
什么是硬化?设计人员需要了解的类型和绘图说明。
本节介绍了 "设计人员应了解的机械零件热处理类型和淬火绘图说明"。 将 "淬火 "写入图纸说明时,它不仅仅是硬化钢材的过程,也是...
查看更多
相关文章
-
-
硬化类型
本节介绍 "淬火类型 "中的淬火选项。 淬火类型 祖贝淬火 表面和内部的均匀淬火。(真空、盐淬火等)也称为整体淬火 ...
查看更多