今日は「切削抵抗とは何か。切削抵抗を減らすため基礎情報」のメモです。
私は色々な機械の設計をしている中で、最近では切削機能を持った機械の設計を行う事もあります。加工機に与える加工条件というのは、エンドユーザーのノウハウが詰まったものではありますが、結果的に切削抵抗によって加工ユニットのビビリやワークが想定外にズレるなどの問題が出てくる事があります。
切削抵抗ってそもそも何か。切削抵抗を減らす事は出来るのだろうか。
今日はそんな疑問から調べた、切削抵抗を減らす方法をメモしておこうと思います。(おそらく加工技術者さんの間では基本的な内容だと思います)

切削抵抗
切削抵抗の定義と内容
切削抵抗(N)とは、切りくずの形で材料を除去するのに必要な切削力の反力であり、この切削抵抗は被削材の「せん断応力」が切削抵抗に大きく影響するようです。
切削抵抗は3次元空間内で3方向に分解された分力として考えることができるそうです。
- 送り分力 :送り方向に働く水平の分力。切削に要する送り動力の大きさ
- 主分力:送り分力と垂直な方向に働く分力。
- 背分力 :軸方向分力。
そして、切削抵抗は 被削材と工具の二つ、そして加工精度に影響 します。
切削抵抗は切削力の反力であり、その反力によって材料加工後の変形や変位を生じることになります。 また、切削抵抗を受ける工具は剛性が高いが剛体ではないので切削抵抗を受け、工具自体の変形などによる加工精度にも影響が起あります。(※剛体とは・・・力の作用の下で変形しない物体のこと)
つまり、切削抵抗を減らす事によるメリットは加工精度向上となります。 切削抵抗を減らすには切削力を減らす事とイコール(=) となるようです。
比切削抵抗の計算式
切削時の所要動力計算に必要で 単位面積当たりの切削抵抗を比切削抵抗と呼びます。 比切削抵抗の計算式は以下の通りです。また比切削抵抗=単位切削動力は同一次元を持ち、切削面積は「切り込みmm×送り量mm/revもしくはmm/刃」となるようです。
比切削抵抗 kc [N/mm^2]=切削抵抗 P [N] / 切削面積 A [mm^2]
補足:材料別比切削抵抗概略値
アルミ:800 N/mm^2
普通鋼:2,500~3,000 N/mm^2
鋳 鉄:1,500 N/mm^2
切削抵抗の計算式
切削抵抗の計算は以下の通り
切削抵抗 P [N]=比切削抵抗 kc [N/mm^2] * 切削面積 A [mm^2]
切削抵抗を減らす方法(基本)
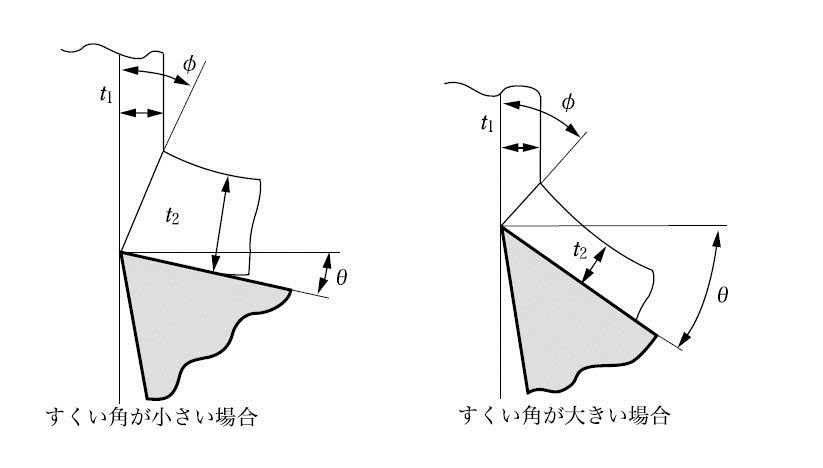
「すくい角」を大きくして切削抵抗を減らす
すくい角は切削抵抗に大きく影響するそうです。すくい角(θ)が大きくなると「主分力」と「送り分力」は少なくて良く、工具が磨耗して「すくい角」が大きくなっても切削抵抗を減らせるそうです。しかし、逃げ面の磨耗幅が大きくなると「送り分力」と「背分力」が増すとの事。
切削速度を速くして切削抵抗を減らす
断熱的高速せん断が行なわれると、材料せん断面に熱が集中・高温軟化・切りくず接触長さが短くなるために切削抵抗が減少するそうです。
切削面積を少なくして切削抵抗を減らす
切り込み×送り量である切削面積を減らす事で切削抵抗を減らせるので、切り込みを小さくするか、送りを小さくする。
最後に
下記サイト・資料を参考にさせて頂きました。ありがとうございました
以上です。