ここでは「加工方法別に得られる面粗度・面粗さ」についてのメモをしています。
加工方法別に得られる面粗度・面粗さ
機械図面 に記載する面の粗さ(面粗度)を把握するには、加工方法によってどれだけの面粗さが得られるかを知り、その中でも一般的に得られやすく・加工上問題となりにくい面粗さを指定する事が大切になってきます。
加工方法別に得られる面粗度・面粗さの表
以下に、加工方法別に得られる面粗さの表をシェアします。この手の一般的は表では「Ra」記載しかないものばかりですが、下記表は「Rz・Ry・旧仕上げ記号」との関連も解るようにしています。(Rz・Ryについては補則をご確認ください)

上記表は、機械設計製図便覧「6-19表:各種加工方法によって得られる粗さの範囲」と「17-26表:仕上げ記号の表面粗さ区分」及び「ミスミ:算術平均粗さ(Ra)と従来の表記の関係」を合わせた表になります。
補足:RzとRy(最大高さ粗さ)について
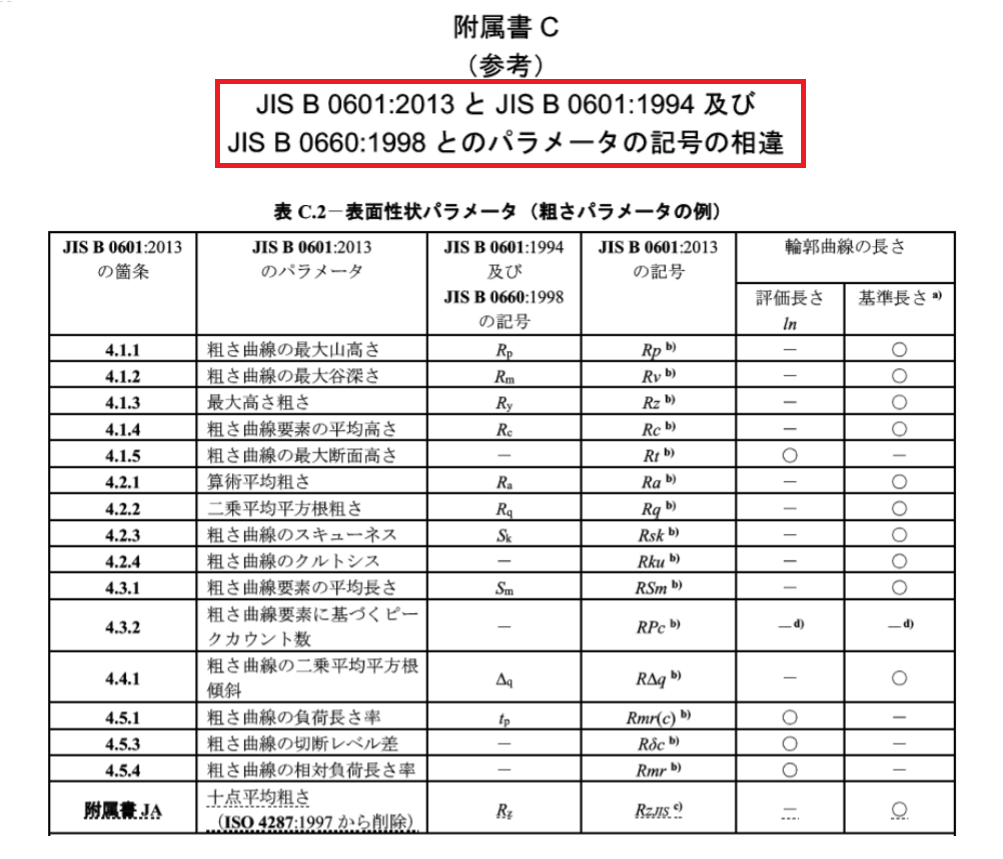
上記表のRzとRyですが「JISB0601:製品の幾何特性仕様(GPS)-表面性状:輪郭曲線方式-用語,定義及び表面性状パラメータ」の規格において
- 旧=Ry(JISB0601:1994 及び JISB0660:1998)※この頃のRzは 十点平均粗さ となっていましたが
- 現在=Ry ⇒ Rz(JISB0601:2013)となっています。
その為上記表では一応2種類載せてあります。
【補足】実は購入できる標準片がある。
私も持っていますが、日本金属電鋳さんの「平面粗さ標準片」は設計の参考に役立ちますので、お持ちでない方、こんなのあるなんて知らなかった方は是非参考にしてみてください。
以上です。
「図面の書き方」まとめページ↓↓
-

-
機械製図の図面入門|基本ルールから書き方まで徹底解説
ここでは、機械製図の図面入門として「基本ルールから図面の書き方まで徹底解説」 というメモを残したいと思います。 機械製図の図面作成において、「これで本当に伝わるだろうか」と ...
続きを見る
