今日は、「旋削におけるすくい角、逃げ角などの影響まとめ」メモです。
画像:信頼の三菱日立ツール株式会社よりお借りしました。
切削工具に求められる機能とは被削材に食い込み、切削して切りくずを分離することですが、旋削における加工工具のすくい角や逃げ角が加工にどう影響してくるか。今日は切削加工は「一部分を改良すると他が悪くなる」という事についてそれらの関係を一目で見えるようにまとめてみました。
目次(Contents)→
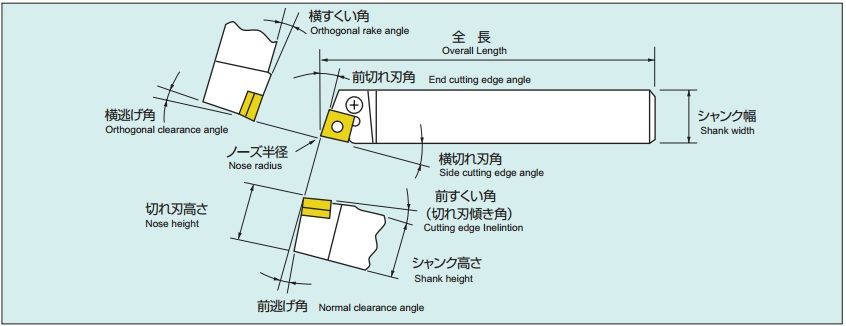
旋盤における加工工具・加工への影響
加工工具が被削材に当たる際の関係は以下をご確認ください。
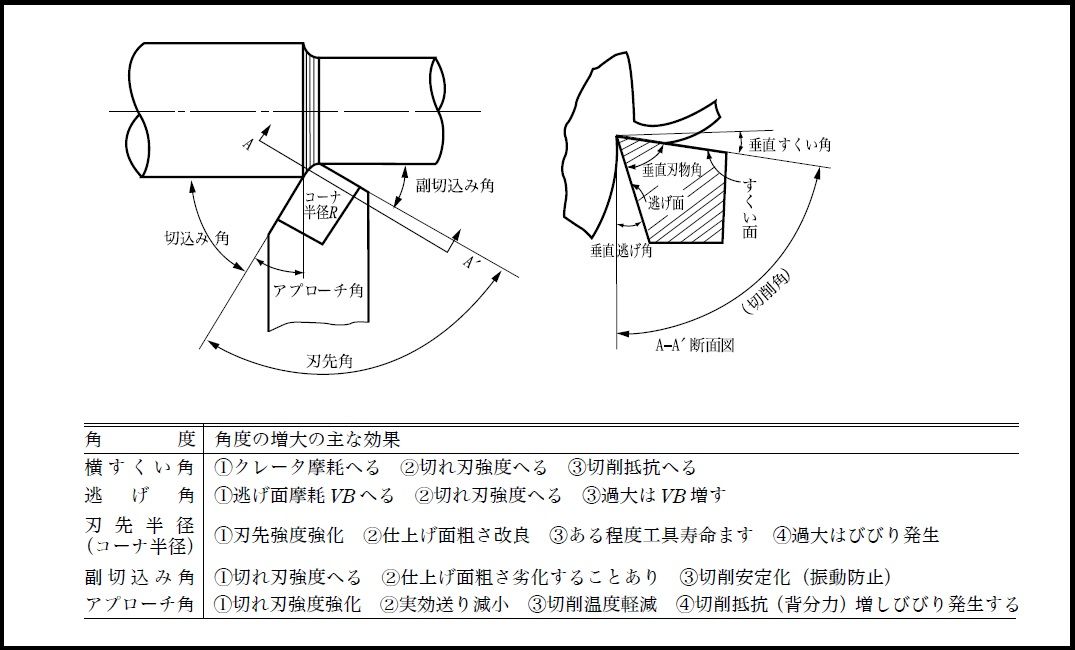
旋削における横切れ刃角の影響
横切れ刃角が大きくなると
- 工具耐摩耗:良くなる
- 強度 :良くなる
- 寸法精度 :―
- 溶着 :―
- ビビリ対策:悪くなる
- 仕上げ面 :―
- 切り屑処理:悪くなる
- 切削抵抗 :悪くなる
横切れ刃角が小さくなると
- 工具耐摩耗:悪くなる
- 強度 :悪くなる
- 寸法精度 :良くなる
- 溶着 :―
- ビビリ対策:良くなる
- 仕上げ面 :良くなる
- 切り屑処理:良くなる
- 切削抵抗 :良くなる
旋削におけるすくい角の影響
すくい角が大きいと
- 工具耐摩耗:良くなる
- 強度 :悪くなる
- 寸法精度 :良くなる
- 溶着 :良くなる
- ビビリ対策:良くなる
- 仕上げ面 :良くなる
- 切り屑処理:―
- 切削抵抗 :良くなる
- 切削温度 :低下する
すくい角が小さいと
- 工具耐摩耗:悪くなる
- 強度 :良くなる
- 寸法精度 :悪くなる
- 溶着 :悪くなる
- ビビリ対策:悪くなる
- 仕上げ面 :―
- 切り屑処理:―
- 切削抵抗 :悪くなる
補足
- すくい角が大きいとクレータ磨耗が減る
旋削におけるノーズ半径の影響
ノーズ半径(刃先半径)が大きいと
- 工具耐摩耗:良くなる
- 強度 :良くなる
- 寸法精度 :悪くなる
- 溶着 :―
- ビビリ対策:悪くなる
- 仕上げ面 :条件によって良くなる
- 切り屑処理:悪くなる
- 切削抵抗 :悪くなる
ノーズ半径(刃先半径)が小さいと
- 工具耐摩耗:悪くなる
- 強度 :悪くなる
- 寸法精度 :良くなる
- 溶着 :―
- ビビリ対策:良くなる
- 仕上げ面 :条件によって悪くなる
- 切り屑処理:良くなる
- 切削抵抗 :良くなる
その他情報
旋削での逃げ角が大きいと
逃げ面磨耗幅が減る(過大は逃げ面磨耗幅が増)、切れ刃強度が減る、びびり振動が起こりにくくなる。
※逃げ角は工具が工作物と干渉しないようにつける角度
旋削でのアプローチ角が大きいと
切れ刃強度が強化される、実効送り減少、切削温度軽減、切削抵抗が増しびびりが発生する
以上です。