今日は、「切削工具の寿命を計算で求めるのは結構難しいと解った話」です。
「切削工具の損傷が増加するにしたがって機能が衰えてきた」というのが結果寿命となると思うんですが、「切削工具の寿命って想定できるのだろうか・・・そして新品からどれくらい後なんだろう・・・」って思い、切削工具の寿命について情報を纏めてみました。
切削工具の寿命
切削工具の切削能力が落ちたら寿命
切削工具の寿命とは、切削時間を見ながら 損傷量が一定値を越えたところを寿命とするのが一般的 な考え方らしく、その損傷には、 磨耗型と欠損型 の2種類があり、そのほとんどが磨耗型の損傷で寿命を迎えるそうです。
- 摩耗型:工具表面が切屑や被削物との摩擦により擦り減る減少
- 欠損型:工具の一部が欠けて消失するもの
切削能力がなくなるメカニズム:工具損傷と工具寿命:EMJOBS
高温と強い応力にさらされるため、工具損傷が発生する。工具損傷が発生すると切削抵抗の増加、あらさ、変質層の拡大、加工寸法の変化、切り崩し処理性が発生する。さらに、びびり振動、ばりの障害が発生することがある。工具摩耗は時間に対し漸進的であるが、一定量より大きくなると刃先温度が上昇するので、その進行は次第に加速度的になり、ついには切削能力を失う。
実際の磨耗の状況についてはこちらを参考にしてください ⇒ 参考:工具の磨耗と損傷
工具寿命を推測する「寿命方程式」というものがある
その工具寿命を把握するための、テーラの方程式(Taylorの方程式) と呼ばれる式があるようです。テーラの式は 同じ工具と同じ材料の加工において切削速度が任意のときの寿命を推定できる という方程式です。
テーラの方程式:VTn=C
- V:切削速度〔m/min〕
- T:時間
- n:工具と被削材の関係で決まる定数
- C:工具と被削材の関係で決まる定数
※ここの「n」と「C」は調べる事が出来ませんでした(どこで見つけられるの・・・・)
工具寿命に対して加工技術者さんに聞いた話
このように、工具の寿命を計算で想定できるのか調べていたのですが、結果難しいことが解りました。その理由を加工技術者さんに効いて見ました。
- 様々な条件が組み合わさっているので一概には言えない
- 工具が同じでも加工マシンが違うと寿命も変わってくる気がする
- 切削条件を変えたりすると変わってくるので寿命の計算は難しいんじゃない?
- 結局は摩耗を見てその経験から寿命を想定している
- 工具取付方法でも寿命が違ってくる
- 再研磨したり、研磨の程度でもその後の寿命は変わる
つまり、一度加工した条件での寿命を体験的に把握して次回以降にフィードバックしているらしく、工具の管理においては、それらの状況を把握して加工個数をもって刃物の寿命としている のが実際は多いようです。
なるほど・・・・・。
工具寿命に対する対策
とはいえ、工具寿命を延ばす方法は見つかったのでメモしておきます。
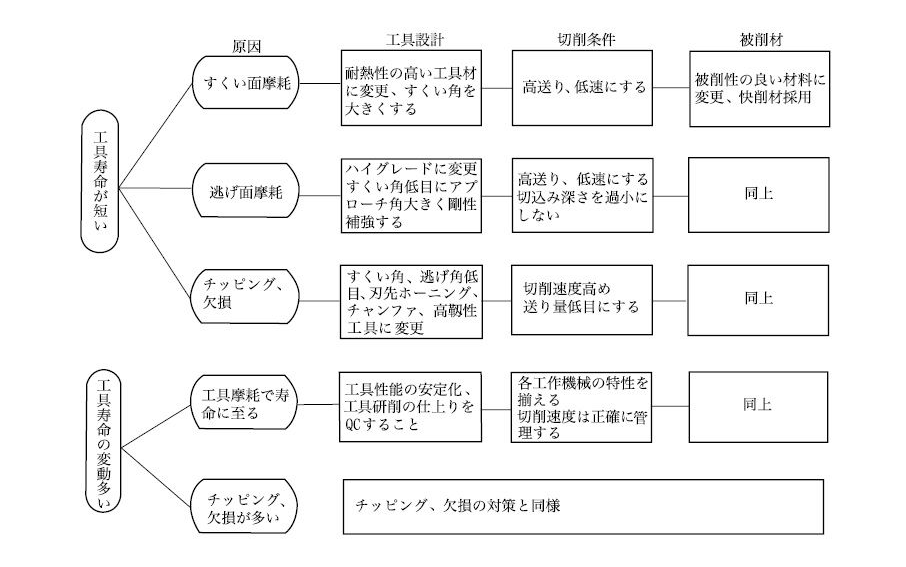
工具寿命が短い場合
①すくい面が磨耗している
- 刃物・角度:耐熱性の高い工具に変更し、すくい角を大きくする。
- 切削条件を高送りで低速にする
②逃げ面が磨耗している
- 刃物・角度をハイグレードに変更し、すくい角を低めにし、アプローチ角を大きくして剛性を補強する。
- 切削条件を高送りで低速にし、切込み深さを過小にしない
③チッピングや欠損している
- 刃物・角度:すくい角と逃げ角を低めにする。刃先ホーニング、チャンファ、高靭性工具に変更する
- 切削条件を切削速度を高めに、送り量を低めにする
工具寿命の変動が多い場合
①工具磨耗の差がある
- 刃物・角度:工具性能の安定化、工具研削の仕上がりをQCする
- 切削速度や各機械の特性を整える
②チッピングや欠損が「多い」場合
- 刃物・角度:すくい角と逃げ角を低めにする。刃先ホーニング、チャンファ、高靭性工具に変更する
- 切削速度を高めに、送り量を低めにする
切削工具の寿命に対する被削材の影響
被削材は、強度が高いほど工具寿命に悪影響を及ぼします。理由は切削温度が工具寿命に大きく影響するからです。快削鋼に使われるPb等の添加物は、潤滑効果を作りますが、過大に添加は材料特性を損ないます。鋼中に含まれるP及びSも快削効果があるので、工具寿命を延ばすためには快削鋼を利用することも有効な手段といえます。
被削材よりはるかに硬い工具が磨耗するのはなぜか
工具は被削材より硬いが、被削材内部にある工具より硬い部分(粒子)が介在していて磨り減り磨耗をしていくそうです。
最後に
ご相談に乗ってくださった加工技術者さんもありがとうございました
以上です。
関連記事:加工/基礎