今日は「ばね定数とは何か。ばね定数がばらついてしまう理由とばらつきを押えるコツ」についてのメモです。圧縮スプリングを設計する際に出てくる「ばね定数」について、ばね定数の基本的な考え方と、ばね定数を設定する時の注意点を纏めました。
スプリング(圧縮ばね)
ばね定数とは何か
ばね定数とは、 ばねに負荷を加えた時の荷重を、伸び(縮み)で割った比例定数 で、 ばねの線径が太いとばね定数は大きく、巻き数が多かったり、コイル平均径が大きいとばね定数は小さく なります。
ばね定数の関連式
・ばね定数=加えた荷重÷伸び(縮み)量
・荷重=伸び(縮み)量×ばね定数
先に、ばねのバラつきを抑える基本的な話
一般的に、既存のばね10%程度の押付け力を得ようとした時に、新しいばねを新調するよりも全長(セット長)で調整する方法をとりますが、その10%の変化を全長で満足できない場合、ばね定数の違うものを用意します。 しかし、むやみにばね定数を変更すると問題が起きる場合があります。
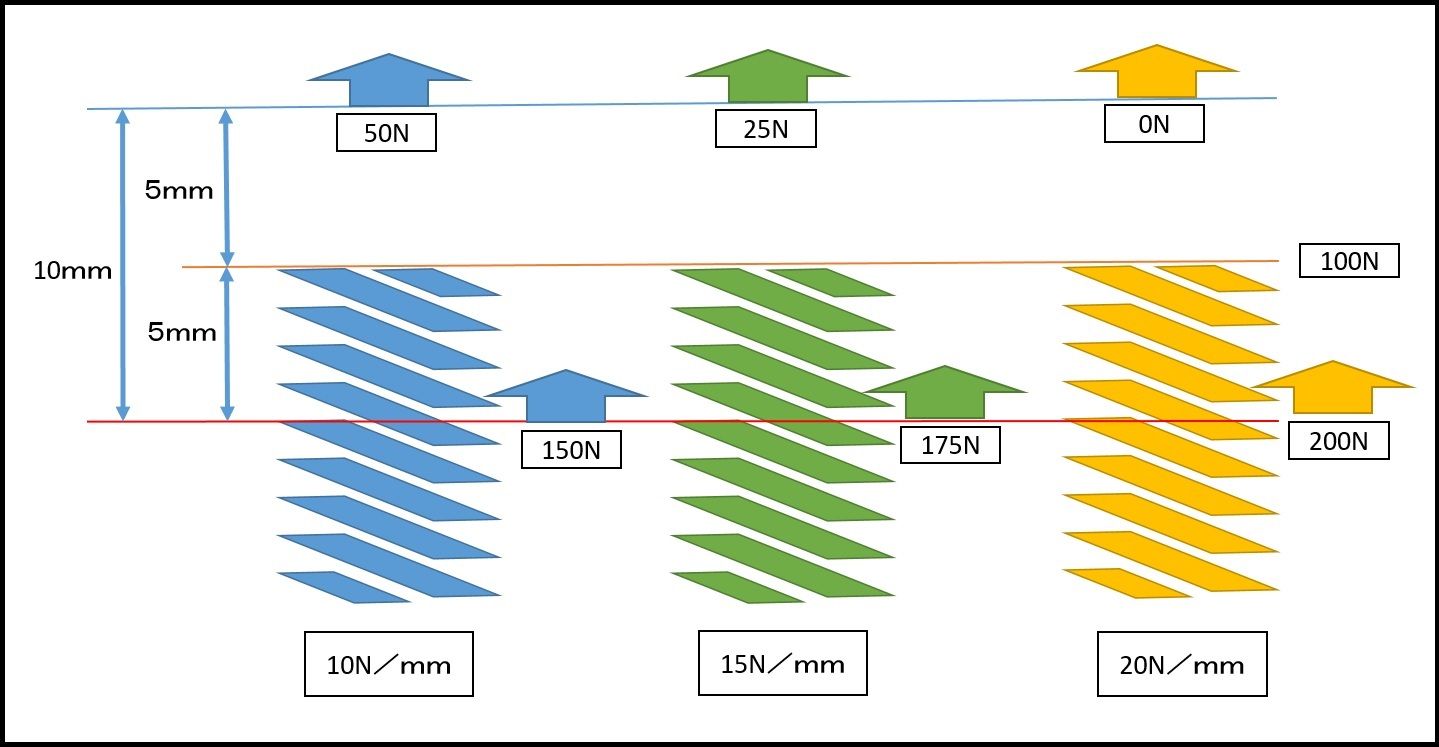
上の図を見ていただくと基準位置で100Nの押しつけ力を得られるスプリングが3種類あります。
押付け力はどれも同じですが、ばね定数が違うので高さ(セット長)が変わると押しつけ力が変わります。 押付け力が狙い値付近(あいまい)で良い場合はどのばね定数を利用しても良いですが、複数本使う場合や、押付け力をシビアに設定したい場合は、ばね定数が高いとその変化やバラつきが本数倍に効いてきますのでばね定数設定に注意が必要 です。
その為、機械などで使うばねを、その機械設計者が設計する場合は、狙い値あたりでばね定数の低いものをそろえるというのがバラつきを抑え安定した設計となります。
ただ、ばねを設計するのは少し慣れが必要になるので、ばねメーカーさんで売っている購入品を利用する方も多いと思います。 この時も基本的な考えは同じで、外径、セット長を選定し、中でもばね定数の低いものを選定するのが加工誤差を許容できる方向になり、ベストだと私は思います。
ばねの設計で最も重要なのは「指定高さ」での「荷重」を設定することであって、ばね定数の設計だけだとダメだと思う
というのも、誤った設計方法として 指定高さでの押しつけ力を指示していないとばね定数が結構変わってしまう んですよね。
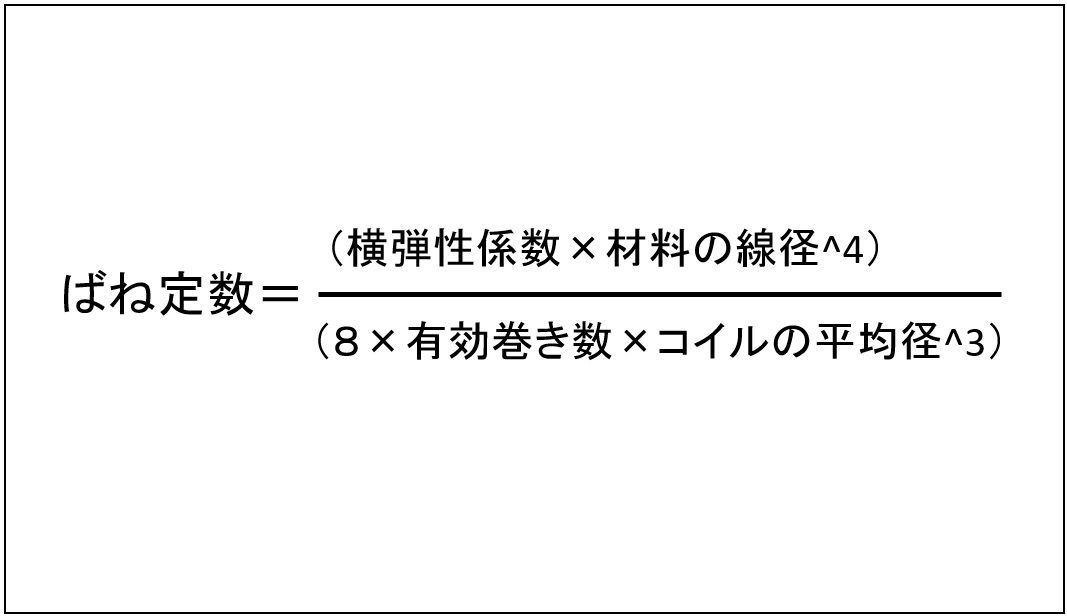
ばね定数の計算は以下の通りです。
このばね定数の計算式を見れば気づく人は気づくと思いますが、例えば以下の情報をもとに計算していくと
- 材料の線径 :0.5mm
- コイルの平均径:2.3mm
- 有効巻き数 :8巻き
- 横弾性係数 :78500N/mm2
上記の場合でばね定数を求めると
しかし、結局は使う材質の許容差(製造誤差や線径のバラつき)を考慮すると
つまり、計算上ばね定数が大きく違うことになりますので ばね定数の差が本数倍になれば狙い値はまず狙えませんね。
※材質SWPB0.5の線径の寸法許容差はJISで「±0.008」の範囲内「+0.005」で作られてきた場合。
※平均径の許容差を「±0.15」とし「-0.1」でで作られてきた場合。
ばね定数はあくまで想定の計算結果であって、実際は目的に合わせて調整してもらう。
このように、ばね定数は少し慎重に管理しないといけないとわかると思います。
ばね定数はあくまで計算値 です。 実際はスプリングメーカーさんに「指定高さでの荷重値」を指示して「平均径」であったり、線径のばらつきがあれば製造中に張力を検査し「調整」してもらう必要があります。
これで解決です。
補足:スプリングメーカーさんにおける「指定高さでの荷重値」の考え方
このように、指定高さとその高さにおける荷重値を指定するんですが、その荷重値の精度ってどれくらいで作られるの? という疑問があったのでスプリングメーカーにお話を伺った所、
指定高さ時の荷重±10%だと製造側としては有りがたいが、荷重の精度を求められる場合においては指定高さ時の荷重±5%の公差を求められる場合もある そうです。 やはり公差は緩い方がいいですから。設計側でしっかり計算して、できる限り緩い許容幅でスプリングを制作したら良いかと思います。
以上です。
関連記事:ばね