今日は「一般的に使われているめっきの種類とその特徴」についてのメモです。
今日も簡単ではありますが、めっきについての特徴をメモしておきます(特によく利用される「無電解ニッケルめっき」についての情報は多めに記載しています)
 画像はお借りしました
画像はお借りしました
各種めっきの特徴
亜鉛めっき
亜鉛めっき膜厚:2~25μm(0.002~0.025mm)
亜鉛めっきの適用材質:鉄や合金
亜鉛めっきの表示方法
Zn8
亜鉛めっきの特徴
- 鉄鋼製品の錆止め効果が大
- めっき皮膜にピンホールがあっても亜鉛と鉄の電池作用によって亜鉛が犠牲になって鉄素材の錆を防ぐ
- 鉄素材の防錆めっきとして有利(銅、ニッケル、スズなどと比べて亜鉛の価格が安い)
- めっき後、クロメート処理をすれば防錆効果をさらに高めることができる
光沢(ユニ)クロメート処理<別名:ユニクロ>
ユニクロめっきの膜厚:2~20μm(0.002~0.020mm)
ユニクロめっきの適用材質:鉄や合金で主にSPCC、SS400、S45C、SKS93
ユニクロの一般的な表示方法の例
Zn10/CM1(亜鉛めっきユニクロの、めっき厚み10μm)
ユニクロめっきの特徴
- 亜鉛めっき後、クロム酸を主成分とする混酸に浸炭する処理で耐食性が向上する
- 白さびの発生を防ぎ、指紋その他の汚れがつきにくくなり、外観がよくなる
- 塗料、染料の密着がよくなる
- 皮膜中に6 価クロムが少なく3 価クロムが多く、青白色で光沢がある
- 外観は良いが耐食性は有色クロメート皮膜よりも劣る
ニッケルめっき
ニッケルめっきの膜厚:3~20μm(0.003~0.020mm)
ニッケルめっきのビッカース硬さ(HV):350
ニッケルめっきの適用材質:鉄および合金や銅
ニッケルめっきの表示方法の例
Zn15
ニッケルめっきの特徴
- 耐蝕性向上(クロムめっきより耐蝕性が大きい)
- 装飾用途に使用
無電解ニッケルめっき
英語:electroless nickel plating
無電解ニッケルめっきの膜厚:3~8μm(0.003~0.008mm)
無電解ニッケルめっきのビッカース硬さ(HV):500以上※リン含有量により異なる
無電解ニッケルめっきの熱膨張係数:14.5μm/m℃
無電解ニッケルめっきの適用材質:鉄(合金)及び銅、アルミ合金、主にSPCC、SS400、S45C、SKS93、SKD11、SUJ2、SCM415、SCM435
無電解ニッケルめっきの一般的な表示方法の例
Ni-P10:無電解ニッケルめっき、めっき厚み10μm もしくは Elp-Ni10:無電解めっきでニッケルの、めっき厚み10μm
無電解ニッケルめっきの特徴
- 素材の形状や種類にかかわらず均一な厚みの皮膜が得られる
- めっき皮膜が硬く、耐磨耗性がよい、ピンホールが少ない
- めっき皮膜は磁性がなく、熱処理すると磁性を生じる
- 電気めっきに比べてめっき液が高価で寿命が短い
- めっき皮膜中のニッケル純度が低く、リンなどとの合金めっきである
- 光沢電気めっきと比べると外観が劣る
- 電気めっきに比べると排水処理が困難
無電解ニッケルめっきが幅広く利用される理由
めっき液に含まれる還元剤の酸化によって放出される電子により、被めっき物に金属ニッケル皮膜を 通電せず析出させるため、樹脂やセラミックスのような不導体にもめっき可能であり幅広く利用 されている。
硬質クロムめっき
引用元:三和メッキ工業(株)https://www.sanwa-p.co.jp/mekki/hard_chrome/
硬質クロムメッキはクロムメッキの1つで、クロム金属が1μm以上メッキされたものを指します。硬質クロムメッキのことをハードクロムメッキと呼ぶこともありますが、どちらも同じ意味になります。硬質クロムメッキは厚いメッキを施すことにより硬度と耐摩耗性に優れているため、機械部品や金型など工業製品によく使われています。
硬質クロムメッキの特徴
- 硬質クロムめっきの膜厚:一般的 3~7μm(0.003~0.007mm)※1〜100μmまで選択でき、厚いほど耐久性が向上する
- 硬質クロムめっきのビッカース硬さ(HV):一般的 750~1000
硬質クロムメッキの生成
最近の傾向ではマイクロクラッククロムメッキ浴(高効率浴)が増えている。クロムメッキは、メッキ液中の金属イオンが電子をもらい、陰極にクロム金属となり析出(被膜になる)。
引用元:山旺理研(株)https://sannouriken.co.jp/knowledge6/
マイクロクラッククロムメッキ浴(高効率浴)とは
液組成は, 無水クロム酸、硫酸、3価クロム のほか特殊な有機物触媒を含有する高速めっき浴 で温度60℃、電流密度60A/ d㎡ が標準 です。
メリット : 電流効率が26%程度と高く、低電流密度部分(ノーメッキ部分)を溶解せずに従来浴の2~3倍のめっき析出が可能。析出スピードが速いため量産、自動化に適している。メッキ品質としては高硬度で光沢が良く、被膜物性がマイクロクラックのため耐食性が良い。 空圧、油圧系のピストンロッドについてはメーカー、専業者共に現在の標準になっている。
デメリット : 有機物触媒が特殊なため自社分析が出来ず、材料メーカーの分析と調達になり触媒原価が高い。標準の温度が高く、腐食性が強い強酸液のため設備損傷が多い。
硬質クロムメッキ適用材質
- 鉄(合金)及び銅、主にS45C、SKS93、SKD11、SUS440C、SCM415、SCM435
硬質クロムメッキを使用する部品の設計ポイント
硬質クロムメッキ部品において、寸法精度を必要としない場合はメッキ代にゆとりをもって設計し、寸法精度の必要な部品はメッキ後に研磨仕上げを施すなど、高精度加工をする場合もあるが、その場合はメッキ代考慮して設計 する。
また、1部品で部分的な高精度を求める場合(段付きシャフトなどで軸受けとのはめあいを狙う場合のその部分など)は、図面上で精度が必要な場所とそうでないメッキ部分を明確にすることで部品の安定化を図ることが出来る。
硬質クロムめっきの表示方法例
ICr3: 硬質クロムめっきで、めっき厚み3μm
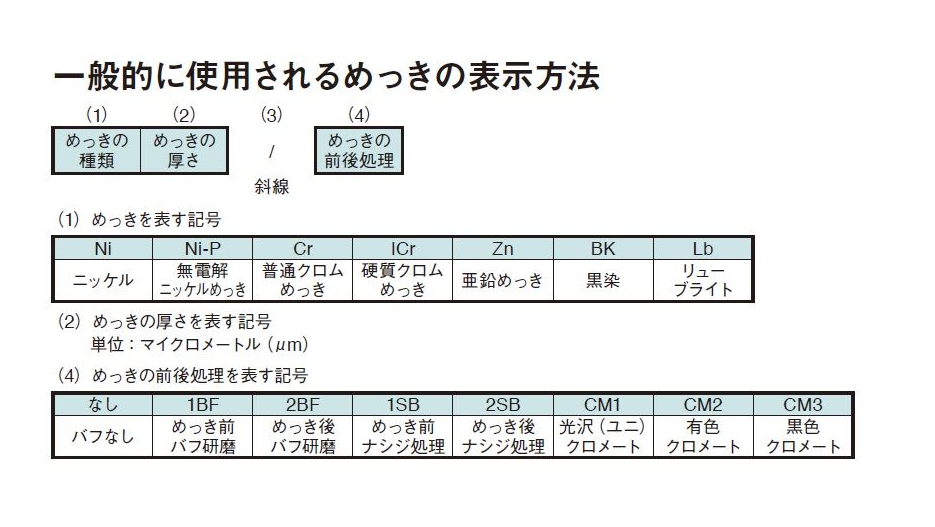
よく使われているめっきの指示方法
一般的なめっきの指示方法(簡易的な指示方法)は以下の通りです。(こちらがよく利用されています)
 画像お借りしました
画像お借りしました
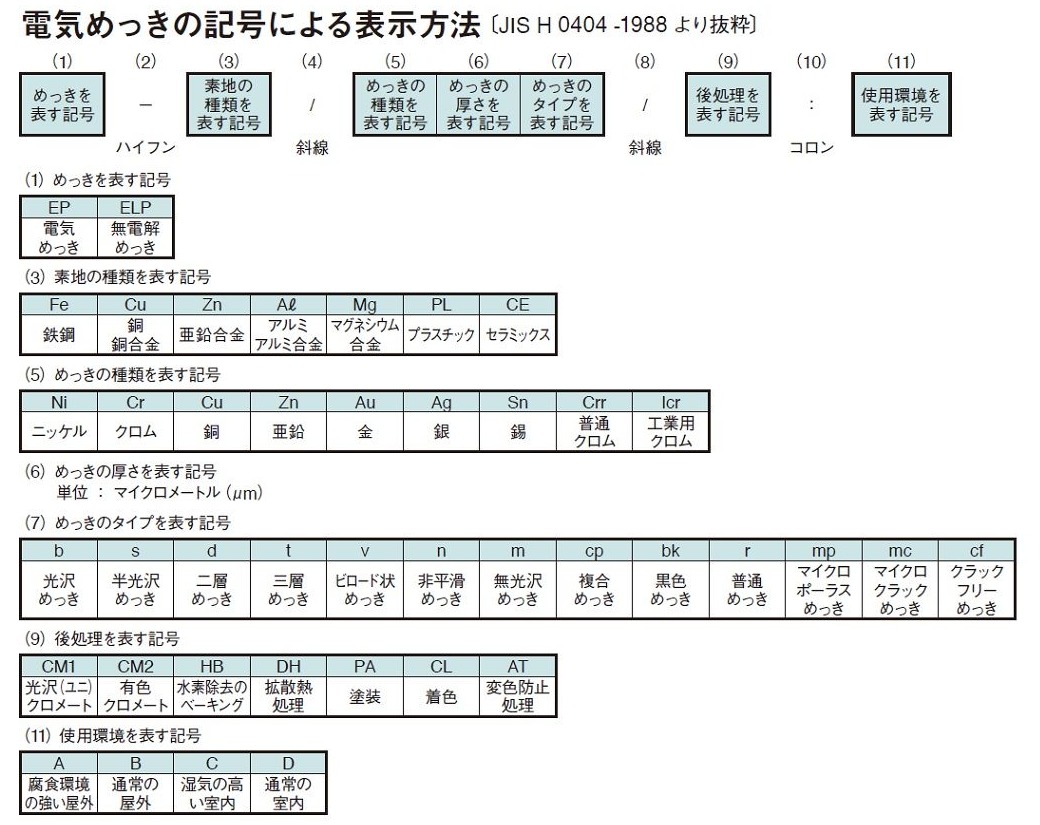
JISによるめっきの指示方法
JISに記載されているめっきの記載方法(詳細記載方法)は以下の通りです。これに揃えるべきなんですが、よく見る一般的な記載ではあまり見ません。
画像お借りしました
以上です。
関連記事:熱処理/表面処理