今日は「THKのLMガイド取付け面の設計(平行度・補足事項)」についてのメモです。
LMガイドを利用する際に設計する取付け面の精度的な内容をTHKカタログから要点を抜粋、また、取付け面の図面の書き方についての私からの補足を併せてメモしておきます。
LMガイド取付け面の設計
この記事では、LMガイド取付け面の「平行度」に関してカタログより抜粋・補足情報を記載しています。
以下の内容は今回の記事に含みませんので別途カタログをご確認ください。
- 案内構造の配置例(LMガイドの向きなどの組み合わせ)
- 使用条件(用途・振動など)に合わせたLMガイドの固定方法
- 取付け面の寸法(取付面の肩の高さとすみの半径など)
- 突きあて面の直角度や突きあて面から取付穴までの寸法公差など
- 取付タップの面取り
- LMガイド自身の基準について(基準の表示と組合わせ等)
- LMレールとLMブロックの組合わせ表示(継ぎ使用)
LMガイド取付け面の平行度許容誤差
LMガイドは自身の自動調整能力がありますが、どこまで許容できるかは型式とスキマ(与圧の有無)で変わってきます。また、LMガイドの取付面誤差は寿命に影響を及ぼすので設計としてはLMガイドを取り付ける部品図の幾何公差などにこれらが反映されていないといけません。
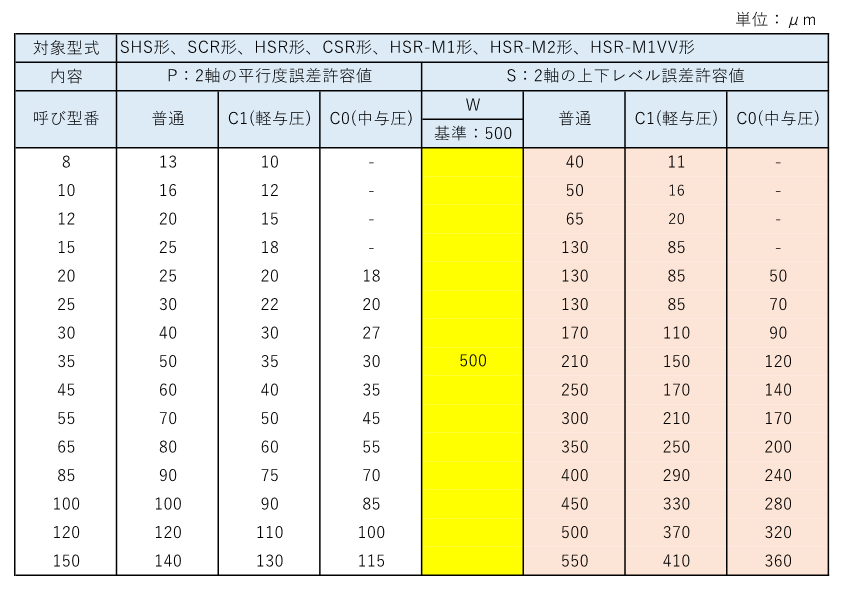
ここでは一般的に使われている(SHS形、SCR形、HSR形、CSR形、HSR-M1形、HSR-M2形、HSR-M1VV形)について抜粋しています。
2軸の平行度誤差許容値【P】と2軸の上下レベル誤差許容値【S】
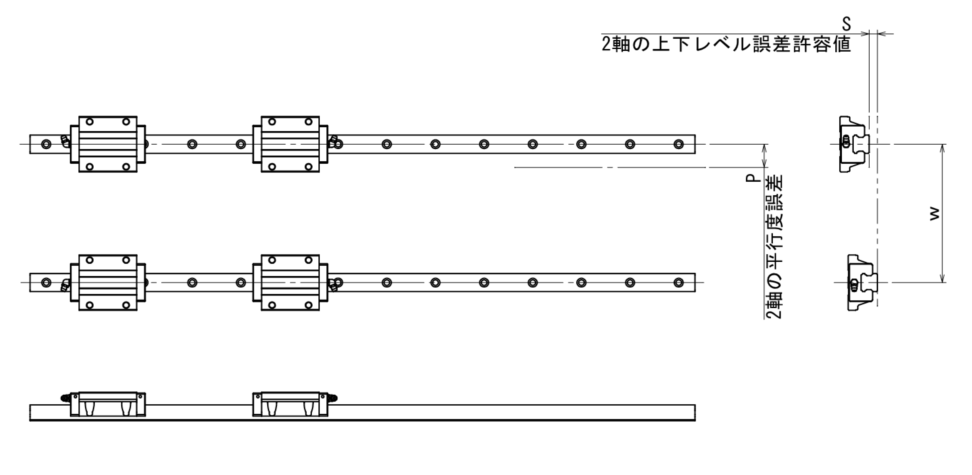
一般的な使用における2軸の平行度誤差許容値(P)、及び2軸の上下レベル誤差許容値(S)は以下の通りです。※ここの上下レベル許容値は一般的な使用における軸間距離500mmを基準とし、軸間距離に比例していきます。
【補足】LMガイド取付け面の精度と加工について
ここから補足情報になります。先ほどまでの内容で注意しないといけないのが、LMガイド取付け面の平行度誤差許容値及び上下レベル誤差許容値は、あくまでLMガイドの動作に対して要求されるものであってLMガイドを利用したユニットの精度がこれで保証されるという意味ではありません。
ユニットの精度を求めるためには、LMガイドを載せる部品精度、特に取り付け面の姿勢がとても重要です。例えば、切削加工より研磨加工の方が平面度が出せるように、状況に応じて研磨加工ができる設計にしておくのが重要という事です。もちろん全て研磨する必要はないと思いますしケースバイケースだと思います。
LMガイド取り付け面の研磨
平面研磨作業についてはテックノートさんを参考にしてください。素晴らしく内容が充実しています。(研削加工の基礎知識:https://www.ipros.jp/technote/basic-grinding/)この研磨作業でLMガイド取付け面の精度(ユニットとしての精度)を出そうとした場合は研磨が出来る形状にしておきます。そういった設計をしておくと精度問題の時の対処がしやすい事と、図面出図後の対応もしやすいんです。
例:すみ形状の表示方法
LMガイドカタログ「設計のポイント」によると取付面の肩のすみの半径などはRとされていますが、これは切削加工向きであり研磨を想定した場合は「ニゲ」加工しても良い形状にしておきます。(イメージ図)
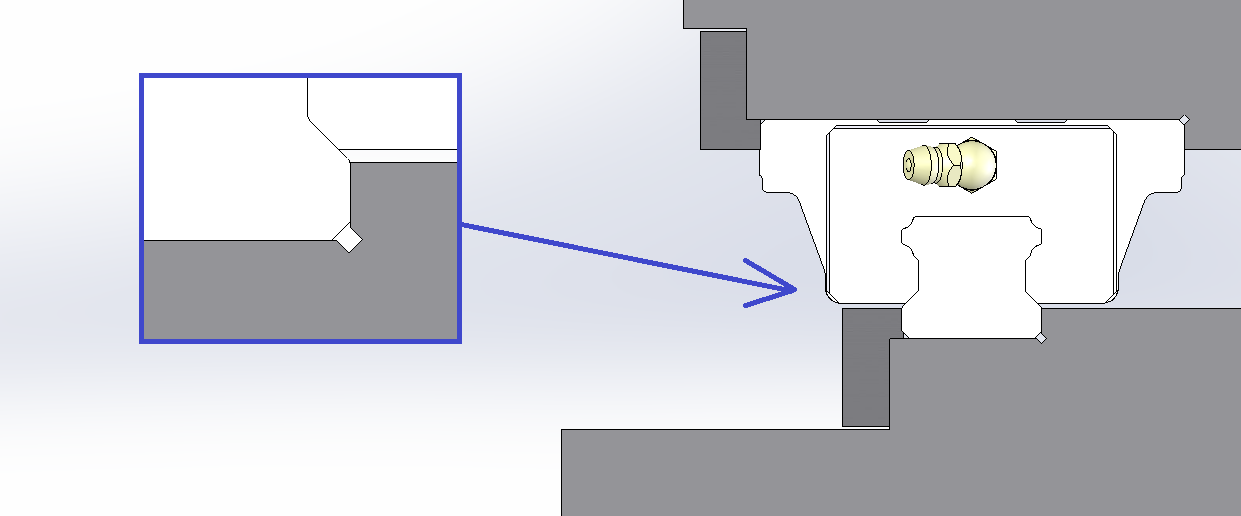
私の場合、ここのニゲ部の寸法指示はしていません。必要があれば都度加工メーカーさんに確認して行うかと思いますが、図面上では任意形状として記載しています。
補足:研磨のニゲが必要な理由
補足で、研磨のニゲが必要な理由と形状ですが、
引用:知恵袋より
砥石の角部(外周と側面との境界線)は必ずR形状になります。そのため、加工ワークの隅部がR形状になってしまいます。それを避けるために、砥石のR部分が加工ワークに当たらないように研磨ニゲを付けるのです
と、なっています。研磨ニゲでは砥石過度部に形状が沿うためすみRの形状を指定できないという事ですね。その為のニゲです。
LMガイド取付け面の精度(ダウンロード)
ここでは私がすぐ見れるように表にしていますのでUPしておきます。2軸の上下レベル誤差許容値(S)は軸間距離500mmを基準とし、軸間距離に比例していくので黄色部に入れると許容値が計算されるようにしています。
以上です。
-

-
LMガイド/リニアガイドの負荷・寿命計算
ここでは 機械に利用する LMガイド/リニアガイドの負荷・寿命計算 に関する 各種計算・考え方をまとめています。 計算 LMガイドの負荷計算 垂直搬送(2レール2ブロック) 水平搬送(2 ...
続きを見る
