今日は「六角穴付きボルトの一般的なザグリ深さ(寸法)と加工方法の情報」についてのメモです。
もうこの手の寸法情報は沢山載っていますが、この記事は「六角穴付きボルトの一般的なザグリ寸法やJIS規格を探している方」に向けて書いています。また、ザグリ寸法に対する加工方法の情報も少し纏めていますので、設計者で気になる方はどうぞご確認ください。
六角穴付きボルトのザグリ寸法
六角穴付きボルトの一般的なザグリ寸法とは?
ここでは、一般的に利用されているMISUMIや鍋屋さんで公表されている六角穴付きボルト用のザグリ寸法について纏めています。
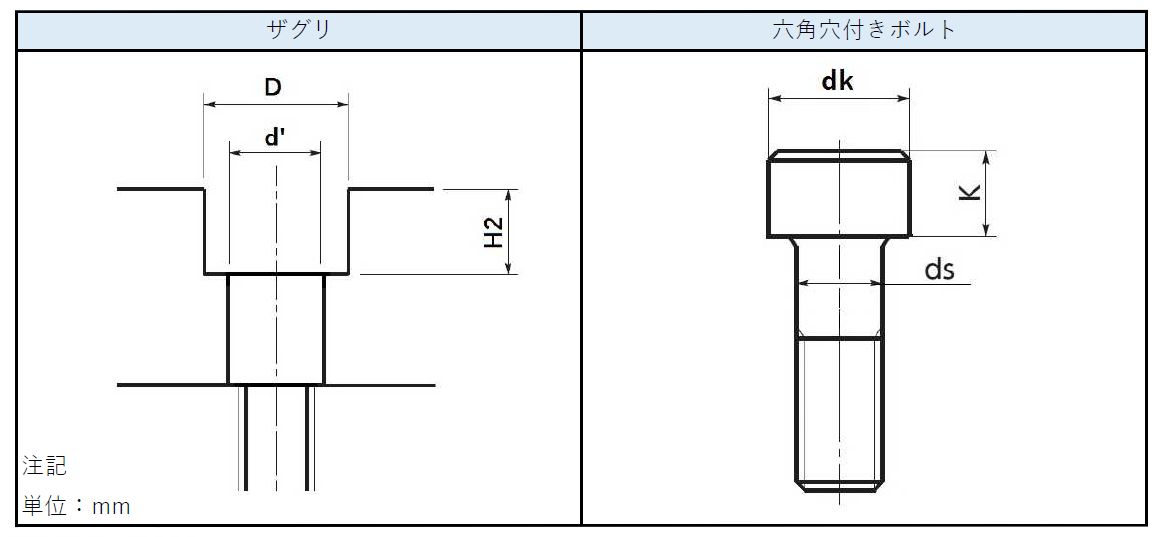
| ザグリ | 六角穴付きボルト | ||||||
|---|---|---|---|---|---|---|---|
| 呼び | キリ穴径 (d’) |
ザグリ径 (D) |
深さ (H2) |
呼び | ねじ径 (ds) |
頭径(基準値) (dk) |
頭高(最大値) (K) |
| M1.6 | 1.8 | 4 | 1.6 | M1.6 | 1.6 | 3 | 1.6 |
| M2.5 | 2.9 | 5.5 | 2.5 | M2.5 | 2.5 | 4.5 | 2.5 |
| M3 | 3.4 | 6.5 | 3.3 | M3 | 3 | 5.5 | 3 |
| M4 | 4.5 | 8 | 4.4 | M4 | 4 | 7 | 4 |
| M5 | 5.5 | 9.5 | 5.4 | M5 | 5 | 8.5 | 5 |
| M6 | 6.6 | 11 | 6.5 | M6 | 6 | 10 | 6 |
| M8 | 9 | 14 | 8.6 | M8 | 8 | 13 | 8 |
| M10 | 11 | 17.5 | 10.8 | M10 | 10 | 16 | 10 |
| M12 | 13.5(14) | 20 | 13 | M12 | 12 | 18 | 12 |
| M14 | 15.5(16) | 23 | 15.2 | M14 | 14 | 21 | 14 |
| M16 | 17.5(18) | 26 | 17.5 | M16 | 16 | 24 | 16 |
| M18 | 20 | 29 | 19.5 | M18 | 18 | 27 | 18 |
| M20 | 22 | 32 | 21.5 | M20 | 20 | 30 | 20 |
| M22 | 24 | 35 | 23.5 | M22 | 22 | 33 | 22 |
| M24 | 26 | 39 | 25.5 | M24 | 24 | 36 | 24 |
| M27 | 30 | 43 | 29 | M27 | 27 | 40 | 27 |
| M30 | 33 | 48 | 32 | M30 | 30 | 45 | 30 |
備考
・キリ穴径はJIS B 1001:ボルト穴径及びざぐり径(2級)を適用
・赤字はMISUMI及び鍋屋による穴径
・M3以上はミスミ、鍋屋様を参考にしています。M1.6及びM2.5はミスミ・鍋屋様に有りませんでしたので、アルプス精工様の資料を参考に表へ入れています
参考メーカーの寸法表は、ボルトとザグリ寸法が一緒に書いてあるので若干解りずらい部分があり、上記表では六角穴付きボルトとザグリ寸法を分けて記載しています。この上記ザグリ寸法で設計をされている方は多いかと思います。
私が知る限り、現時点で六角穴付きボルト専用の深いザグリ寸法についてJIS規格は存在していないので、参考として公表されている上記寸法を皆さん採用していると思います。
六角穴付きボルト専用の深いザグリ寸法が存在していない理由はわかりませんが、MISUMIさんや鍋屋さんも、キリ穴部(表で言えば「d’」の部分)は「JIS B 1001:ボルト穴径及びざぐり径」の「2級」をほぼ適用しています。
「ほぼ適用」の意味ですが、表で言う赤字(M12・14・16)は「JIS B 1001:ボルト穴径及びざぐり径」の「2級」と若干違う寸法です。この部分はどう解釈してよいか解りませんが、採用するのはJISでもMISUMIや鍋屋さんの寸法どちらでも良いかと思います。
【ここから補足】ザグリってどんな明け方している確認しました。
ザグリ穴って、きっと明けるの面倒だと思うんです。この一件で「ザグリってどんな穴明けしてるんだろう・・・」と疑問に思いまして、刃物メーカーさんのカタログと、情報収集で最近お世話になっているTwitterで確認してみました。
ザグリの加工方法について
【私】質問あります。
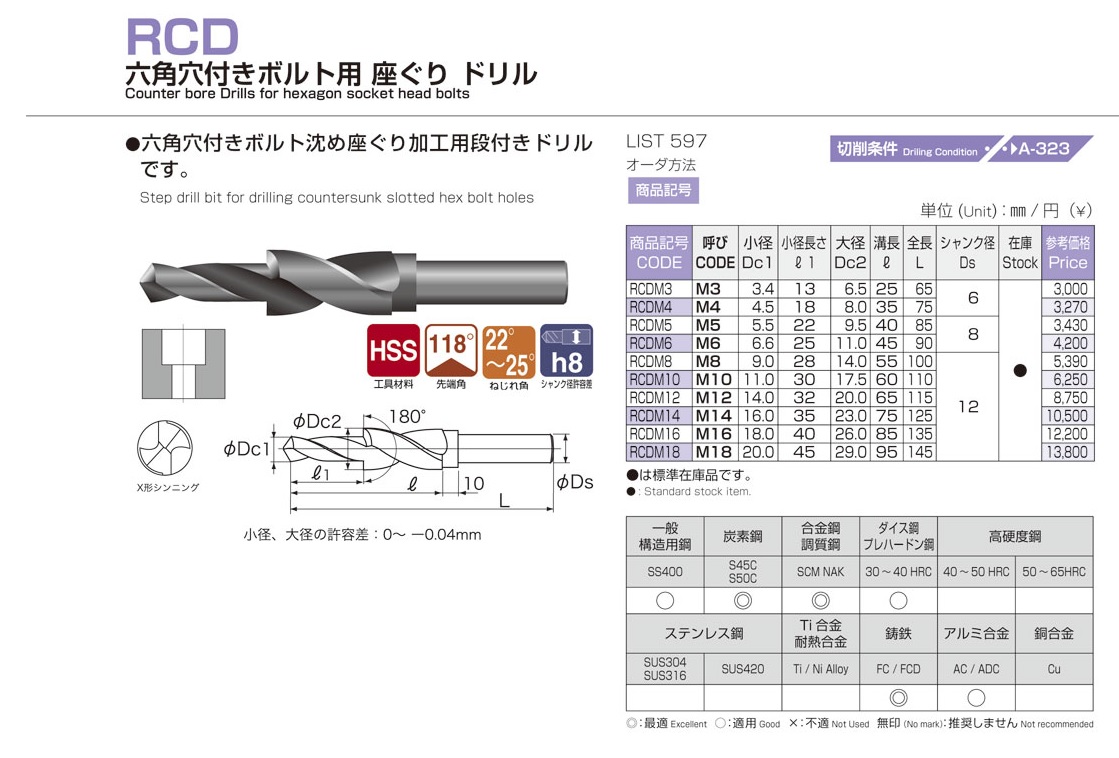
六角穴付ボルト用のザグリですが、一般的に段付ドリル(六角穴付き用ザグリドリル)を利用するんでしょうか?
↓↓(参考:不二越様よりお借りしました)
【Kさん】
うちもほとんど使ってないですね。図面通りに加工しようとすると使えるものがあまりないという理由で。
【Sさん】
古くからの加工屋さんでは使ってますね。最近の若い加工屋さんはほとんど使わないです。あくまで私のお客さんの中での認識です。
【Fさん】
NC装置による加工なら今はドリル+エンドミルのほうが一般的だと思います。
【Mさん】
自分は通常加工はドリル+エンドミル、もしくはエンドミルのみ。ザグリカッターはたまに駄物加工でボール盤でやるぐらいかな?加工の選択としては一般的なのはドリルで、指定のボルト穴径あけてザグリ部をエンドミル、横着すると全てエンドミルでランプ加工、さらに横着するなら、フラットドリル2本つかって加工ですかね。
最速はフラットドリルかな。http://www.nachi-fujikoshi.co.jp/tool/drill/aqua_ex_flat_a.htm
【S・Fさん】
私は沈めフライス(先にキャップボルト用の通し穴を加工し、その後に座繰り加工をする工具)を使ってますね。ドリルを付け替える手間が有るのが欠点。
※以上の情報いただきました。ご協力大変ありがとうございました
我々設計士はザグリ寸法をどうすればよいか
私達設計士は、基本的に一般的なザグリ寸法(MISUMIさんや鍋屋さん)の寸法で設定しておくのが無難なようですね。加工屋さんが「六角穴付きボルト用ザグリドリル」を使うか使わないか解りませんが「六角穴付きボルト用ザグリドリル」の寸法は一応MISUMIさんや鍋屋さんの参考寸法と一致するためです。
逆に、設計の構造上一般的な寸法に出来ない場合や、エンドユーザーの規格が一般的な寸法から外れる場合「注記にてその旨を記載」しておくのが必要ですね。ある場所では一般的なのに、外に出れば特殊になっちゃう事もあるためです。
以上です。